Articles
Avoiding the PEM bottleneck—Iridium-based catalysts for giga-scale production
Special Focus: Process/Project Optimization
W. Thornhill, Ames Goldsmith Ceimig, Dundee, UK
Ambitious targets have been set for global electrolyzer production, with an estimated 100 GW of capacity needing to be installed by 2030, increasing to approximately 3,585 GW by 2050. Of this production capacity, roughly 40% will use proton exchanger membrane (PEM) technology—40 GW of PEM electrolysis by 2030 and 1,434 GW by 2050.
In Europe, there is 1.75 GW of electrolyzer manufacturing capacity per year. A joint declaration showed commitment to increase European electrolyzer capacity to 17.5 GW/yr by 2025 and even more from 2030. Based on the current use of iridium as the anode catalyst in PEM electrolysis, the forecasted increase in PEM electrolyzer capacity seems like an impossible task; however, companies involved in the PEM technology supply chain are aware of this issue and are taking steps to address it through chemistry and equipment design.
With iridium supply a potential bottleneck, companies are actively working on ways to reduce the requirement for iridium and improve the recycling of this rare metal. Production of iridium-based catalysts has already been scaled up at some of these manufacturers to meet the GW demand that is required. Production scale-up plans are already in place using existing technology to meet the demand profile to 2030.
Many companies now offer established and proven lower iridium content products that are being manufactured at scale. Traditional anode catalysts include iridium black (> 98% iridium) and iridium oxide (82%). Newer technologies include iridium alloys, such as iridium ruthenium alloy (FIG. 1), and iridium on non-conductive supports.

While many companies still utilize iridium black (which is > 98% iridium and typically has a low surface area) as the anode catalyst, some customers benefit from lower iridium loadings on the anode by using a high surface-area catalyst, such as iridium oxide and iridium ruthenium oxide. Iridium ruthenium oxide offers the membrane electrode assembly (MEA) designer an alternative to high iridium-content catalysts with an iridium content of < 70%. This is often used at loadings lower than 2 mg/cm2 total catalyst (< 1.4 gir/cm2). Testing and in-the-field experience also show that iridium ruthenium oxide improves the durability of the iridium in use, extending the life of the electrolyzer.
Iridium ruthenium oxide is manufactured at scale under a proprietary namea and has been used in the field for more than 10 yr in projects of less than 10 MW.
With many companies invested in PEM technology and in the adoption of this crucial tool in the battle against climate change, active development of next-generation supported iridium grades is taking place with significantly reduced iridium contents (FIG. 2). Often working in conjunction with industrial partners, these candidate grades are on long-term accelerated stress tests and show great promise.
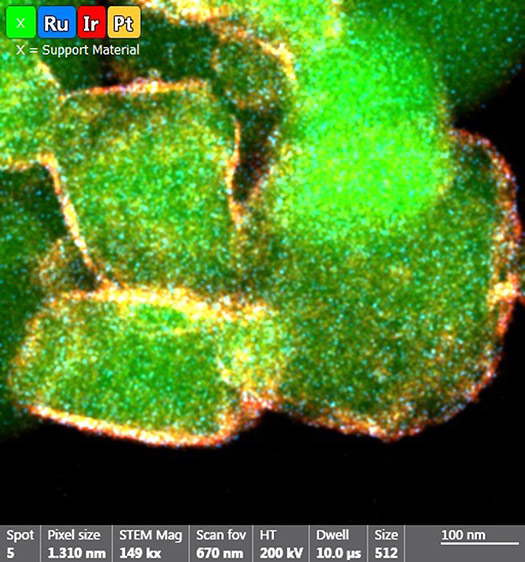
Several candidate grades are showing good levels of performance while potentially offering more than a five-fold reduction in iridium requirements. The deposition of iridium and iridium alloys on the supports shows a uniform covering of nanocrystals, optimizing the catalytic performance of the metal and increasing the efficiency of its use.
Due to the harsh environment at the anode of the PEM electrolyzer MEA, the selection of the support material is crucial—the support must be stable at a low pH, have highly oxidizing potential and be electrically conductive. The use of non-conductive supports, such as titanium dioxide (TiO2), can offer a reduction in precious metals in the short term, but this will not sufficiently reduce iridium usage to ensure the long-term viability of the technology. There is a high conductivity requirement for the catalyst layer. While using a non-conductive support, only the iridium loaded on the surface enables the flow of electricity. Therefore, the iridium must be loaded on the support at a high enough level to allow this. The approach being used in next-generation catalysts will leapfrog this step, leading to significantly lower iridium loadings that will future proof the technology for 2050 production levels.
Iridium is one of the rarest minerals on the planet, so the successful reduction in loading (thrifting) as described above is required to enable the wider adoption of PEM technology. Reducing iridium content will also decrease the initial cost of equipment and increase the cost competitiveness of PEM vs. other electrolysis methods.
Another crucial step in securing the long-term viability of this technology is establishing improved recycling loops for iridium. Current recycling loops involve the burning of the Nafion membrane so that the precious metal can be recovered in a solid form. Iridium is used in PEM technology because it is hard to dissolve; therefore, recycling it to pure metal is not ideal for further use in electrolysis. Additionally, the burning of fluorinated polymers is not ideal with the green credentials of this technology.
Improved recycling loops must be established using technology to remove and recover Nafion for reuse in future PEM equipment. This process must also readily return iridium, and other platinum group metals, into salt form for easy conversion back into catalysts.
By employing thrifting strategies using the coming generation of catalyst technology and by adopting efficient recycling technologies, it will be possible to reach the production requirements of 2050 using PEM technology.H2T
NOTE
a HyPer WE550
ABOUT THE AUTHOR
Wayne Thornhill is Sales Manager at Ames Goldsmith Ceimig. Ceimig is the PEM technology division of the Ames Goldsmith Corp., a multinational precious metal chemistry specialist. Based in Dundee, UK, Ames Goldsmith Ceimig has long been a champion of low iridium catalysts for PEM technology, actively selling into the market for more 15 yr. The company’s range of water electrolyser products comprises of both iridium and platinum catalysts tailored for use on the anode or cathode of the PEM electrolyzer, including HyPer WE550—iridium ruthenium alloy.
Related Articles
Connect with H2Tech
