Articles
Electrolyzer hazards when producing green hydrogen
Special Focus: Advances in Hydrogen Production
M. GANDHI, BakerRisk, Houston, Texas
Hydrogen (H2) is envisioned as an integral part of the energy ecosystem that will enable the transition to a zero-carbon global economy. Due to the demand for green H2, electrolyzers are rapidly becoming integral to the H2 supply chain. Several types of electrolyzers are in service, and with more types being developed and adopted, it is important to understand the hazards related to each type of technology so they can be safely deployed at scale.
The author’s company has reviewed the hazards of various electrolyzers at many production facilities—from small-scale test facilities to large-scale production facilities—and has helped manage the associated risks to tolerable levels. This enabled the identification of key commonalities and differences among various electrolyzer technology systems to better support efforts to standardize protection/mitigation systems. It will also allow for optimal risk reduction without the business risk of additional costs related to future implementation of mitigation.
Electrolyzers. Of the various types of electrolyzers available, this article focuses on the two most widely used technologies: polymer electrolyte membrane (PEM) and alkaline electrolyzers.
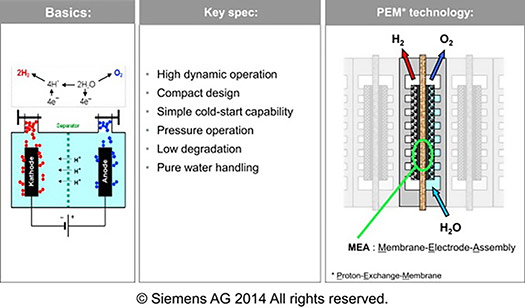
PEM electrolyzer. The core of a PEM electrolyzer is the proton-conducting polymer membrane from which the name is derived.1 This membrane separates the reaction compartments for H2 and oxygen, providing ionic contact between the electrodes, which is essential to the electrochemical process. The gas production occurs on the surface of the respective precious metal electrode, as shown in (FIG. 1). The advantages and disadvantages of PEMs include:
- Advantages:
- Operates at high current densities
- Uses dynamic renewable energy sources such as wind and solar
- Operates at high pressures with low ohmic losses
- High gas purity allows usage in fuel cell applications.
- Disadvantages:
- High manufacturing cost due to expensive materials and components
- Sensitive to imperfections and dust.
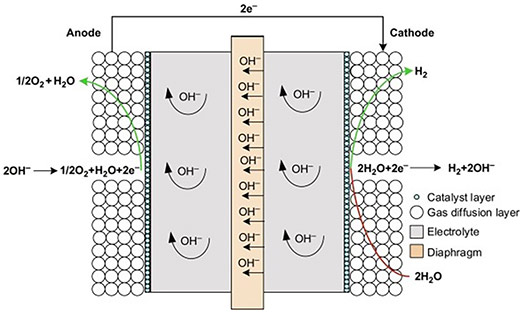
Alkaline electrolyzer. Alkaline electrolyzers (FIG. 2) contain a caustic water solution that includes a 25 vol%–30 vol% of potassium hydroxide, sodium hydroxide and sodium chloride.2 The liquid electrolyte allows ions to be transported between electrodes and is not consumed during the chemical reaction. However, it must be replenished periodically due to alkaline electrolyzer losses over time. The advantages and disadvantages of alkaline electrolyzers include:
- Advantages:
- Mature technology
- Longer life span of equipment (tens of thousands of hours of operation)
- Can operate at current densities of 100 mA/cm2–400 mA/cm2.
- Disadvantages:
- Cannot effectively support dynamic renewable energy sources like wind and solar
- Highly corrosive effects of the electrolytes at high temperatures.
Electrolyzer hazards and mitigations. TABLE 1 documents the key hazards associated with PEM and alkaline electrolyzers, listing the key mitigation strategies that can be credited when a facility’s risk assessment study is conducted.
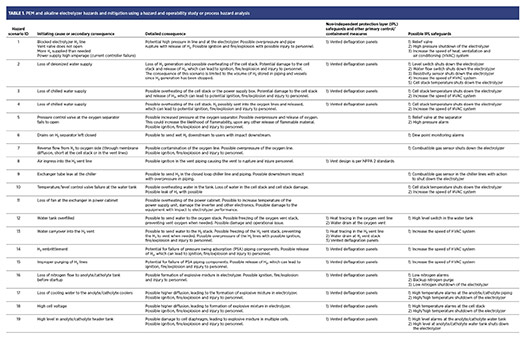
With the differing technologies, some hazards are common across various technologies; they are not separately identified here to avoid duplication. However, even in those cases, differences in the severity of such hazards may result in varying impacts on personnel and equipment in the area. These differences in potential consequences are essential to understand when evaluating electrolyzer technology for a given location/application.
Summary and future work. With the number of electrolyzers anticipated to come online in the next 10 yr, it is an ideal time to review the possible hazards associated with these technologies and ensure that consistent mitigation designs are placed across facilities and services.
By identifying common hazards and mitigations for each type of electrolyzer, a company will be better able to select a technology type that best suits its needs based on installation, functionality, supply and equipment location. As usage grows, there will be further demand to refine risk analysis methods, identify and quantify failure frequencies, and perform more complex layers of protection or quantitative risk analysis using failure rate data. These updates will occur organically as more users start to record failure data, note issues in using the technology and document near-misses.
Without adequate protections, potential hazardous outcomes are possible, with the consequence of an explosive mixture resulting in deflagration or detonation being the dominant credible outcome. Users of these technologies can help in the short term by documenting failures and sharing them with the industry, thus allowing a more efficient and coherent approach to designing mitigation systems. This will enable the widespread use of these technologies and help to support global carbon footprint reduction targets in a timely and safe manner.H2T
LITERATURE CITED
1 Comprehensive Energy Systems, et.al., Ibrahim D., Abdullah A., “Electrolyzer Technology,” 2018.
2 Hydrogen Electrochemical Production, et.al., Bhanu A., Nelabhotla T., Dinamarca C.,”Alkaline Water Electrolysis,” 2018.
Author bio

MURTAZA GANDHI is a principal engineer for Baker Engineering and Risk Consultants Inc. (BakerRisk®) in Houston, Texas. Gandhi specializes in qualitative risk analysis, fire and gas detector mapping and hazardous area classification. He has worked extensively with clients in the refining and petrochemical industries focusing on risk analysis and mitigation design. In addition to servicing clients’ process safety needs, he oversees the low-carbon energy initiatives at BakerRisk.
Related Articles
Connect with H2Tech
