Articles
H2Tech: Technology Spotlight
S. SHARMA, Technical Editor
H2 EQUIPMENT
New valve series to isolate process pressure in high-pressure gas applications

A new valve series solution has been launched to isolate process pressure in high-pressure gas applications such as hydrogen (H2) refueling stations (HRS) and tube trailers, reducing fugitive emissions and improving safety. Emerson’s TESCOM™ Anderson Greenwood Instrumentation H2 Valve Series was introduced for H2 applications up to 15,000 psi [103.4 megapascal (MPa)].
As it moves from tank to pump, H2 is transferred at pressures of up to 15,000 psi (103.4 MPa); to protect personnel and prevent leaks, it must be effectively controlled and isolated. The double block and bleed (DBB) valve’s positive double block arrangement provides two layers of positive shutoff that shield maintenance staff from high pressure during instrument maintenance. Its modular design reduces the number of potential leakage points, and the reinforced sealing technology reduces the risk of fuel entering the atmosphere through the valve stem. Among the cleanest fuels when produced using renewable resources, compressed H2 gas is used to power fuel cell electric vehicles (FCEVs).
According to Emerson, given the pressures that H2 is subject to in these applications, it is critical that equipment operates safely and reliably every time, and that is why the components were developed for storing and precisely controlling compressed H2 gas.
The hand-operated, maintenance-free design of the hand valves and DBB valves in the H2 Valve Series minimizes maintenance and downtime. With low operating torque and adjustment-free seal technology, these hand valves deliver a low cost of ownership in a compact solution.
For OEMs looking to safely minimize risks for operators, the H2 Valve Series provides several safety features. Each valve has a convenient QR code, allowing operators to quickly access the valve’s specs during maintenance and installation. The product also ensures that no high-pressure liquid or gas is released during maintenance. The valves are compliant to the ISO 19880-3 H2 fueling standard.
H2 APPLICATIONS INNOVATION
Innovative biorefinery and cryocap technology to be integrated for sustainable aviation fuel (SAF) and other transport applications
TotalEnergies and Air Liquide are innovating to produce and valorize renewable, low-carbon H2 at the Grandpuits zero-crude platform. Under a long-term contract committing TotalEnergies to purchase the H2 produced for the needs of its platform, Air Liquide will invest more than €130 MM in the construction and operation of a new unit producing H2. This unit will partly use biogas from the biorefinery built by TotalEnergies and will be delivered with Air Liquide’s Cryocap carbon capture technology. These innovations will prevent emissions amounting to 150,000 tpy of CO2 compared to current processes. TotalEnergies’ biorefinery will use the unit’s H2 to produce SAF.

In line with the two companies’ shared ambition to get to net-zero by 2050, the project includes sustainable and circular innovations:
- The new H2 production unit, with the capacity to produce more than 20,000 tpy, will produce H2 that is partly renewable, thanks to the recycling of residual biogas from the Grandpuits biorefinery in place of the natural gas that is normally used.
- This unit will be delivered with a carbon capture technology, allowing it to help reduce the platform’s carbon footprint by capturing more than 110,000 tpy of CO2 for reuse in food and industrial applications.
- Most of the unit’s renewable, low-carbon H2 will be used by the biorefinery itself to produce SAF, but it could also be used to support sustainable mobility in the Ile-de-France region.
H2 PRODUCTION
BrightLoop releases technology for green H2
Babcock & Wilcox (B&W) is partnering with NRG Korea to develop its BrightLoop™ technology to produce green H2 for fuel cell applications. B&W and NRG have signed a Memorandum of Understanding (MoU) to study the technology and potentially develop the project, which would use waste biomass as feedstock to produce H2 for fuel cells used for electrical generation. The technology was developed as a result of a long-standing collaboration between B&W’s researchers and university partner and can be used for a wide range of applications. The process produces desirable outputs, such as H2, while isolating carbon dioxide (CO2) for capture and storage/sequestration or beneficial use. The chemical looping technology can be used in many different processes to arrive at several outcomes; H2 generation is just one of them.
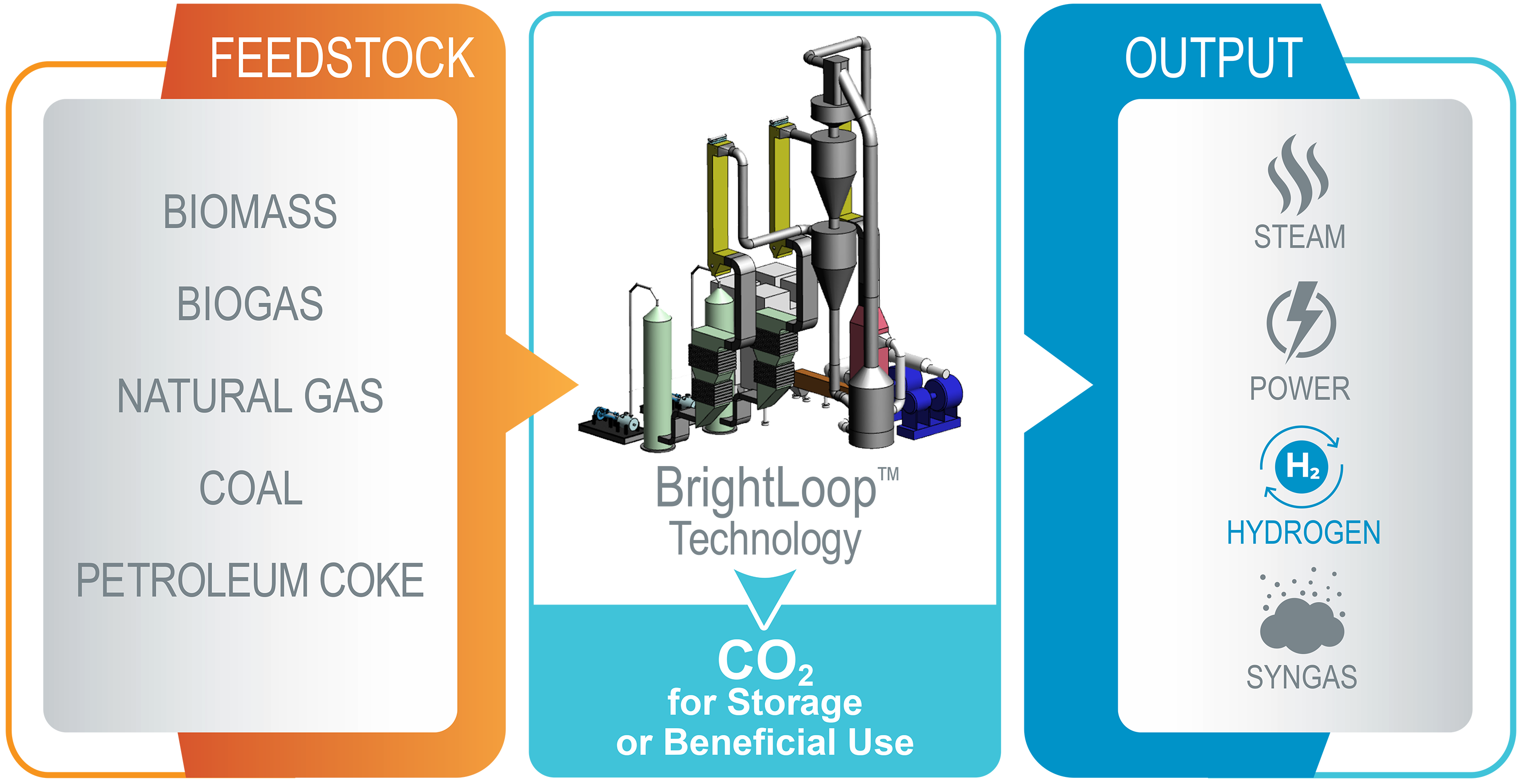
B&W’s chemical looping technology is part of its ClimateBright suite of decarbonization and H2 technologies. The BrightLoop process uses a proprietary, regenerable particle and has been demonstrated to effectively separate CO2 while producing H2, steam and/or syngas, and is ready for commercial scale-up.
LOOP implements technology system with integrated H2 separation
The LOOP technology with integrated H2 separation system will be deployed in the UK for the first time as part of a collaboration between climate tech company Levidian and solutions business Eco Group. This deployment in the south of Scotland will be the first remote implementation of the pioneering LOOP technology in the UK. It is also a world-first deployment of a LOOP system with fully integrated H2 separation.
The LOOP device uses a patented low-temperature, low-pressure process to crack methane into its constituent atoms, H2 and carbon, without the need for catalysts or additives, decarbonizing methane-rich gas to deliver H2 and graphene onsite.
Following the initial deployment of the LOOP10 system at Eco’s HQ at Annan, Dumfries and Galloway, the firm has committed to working with clients and partners to deploy more than 60 larger LOOP1000 units across Scotland and beyond over the next 5 yr. This can create decentralized H2 hubs to support industrial decarbonization, enabling the reduction of greenhouse gas emissions and creating products essential to net-zero ambitions. A single LOOP1000 reduces CO2e by approximately 2,400 tpy.
The H2 produced by the first LOOP10 demonstration unit by Eco will be used for R&D projects for H2 technology innovation across all sectors. The graphene produced in the process is expected to initially have R&D applications and serve as an advanced additive in the aerospace, automotive, 3D printing, textiles and energy sectors.
Metal membrane technology for H2 purification
Ammonia has a high H2 density and is readily transportable in bulk. It can be used for storing large amounts of H2 in a liquid form that builds on existing global supply chain infrastructure. One of the ways to transport H2 efficiently is to convert it to ammonia, piggybacking existing transport infrastructure such that the financial and technical barriers to using ammonia as a H2 carrier are low. However, the secondary challenge is to convert ammonia back to H2 at the receiving point of application.
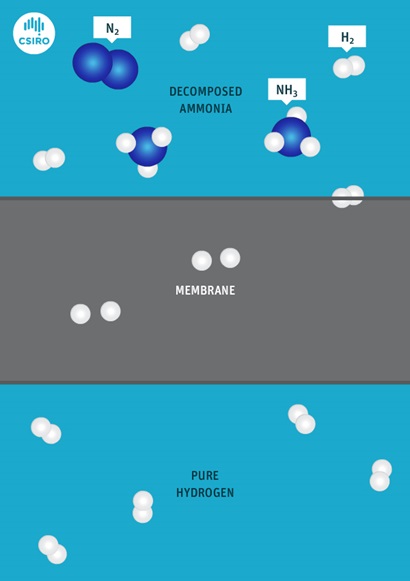
CSIRO's research addresses the conversion of ammonia back to high-purity H2 at, or near, the point of use and the company has developed metal membrane technology (MMT) to achieve this end. The membrane is a thin layer of metal that allows H2 to pass, while blocking all other gases. By coupling membranes with a suitable catalyst for ammonia decomposition, it is possible to efficiently extract pure H2 from ammonia.
A Siemens Energy-led consortium has begun work in Newcastle, UK on a new £3.5-MM ammonia cracker prototype designed to produce green H2 at industrial scale. The ammonia cracker system will be designed to deliver high-purity H2, suitable for proton exchange membrane fuel cell use, using Fortescue Future Industries' (FFI’s) MMT process. The MMT process developed by FFI and Australia’s national science agency, the Commonwealth Scientific and Industrial Research Organization, is key to producing high-purity H2 from the ammonia cracking process. It is designed to selectively filter the H2 while blocking other gases, allowing it to be used as a fuel and converted as needed at the time of refueling.
The traditional process of producing ammonia has used grey or black H2 from either natural gas or coal, respectively. The Haber-Bosch process used to produce green ammonia from green H2, using renewable power, does not produce CO2 emissions. The cracker and MMT, if successful, will allow the green H2 to be recovered and delivered as high-purity H2 at the point of use, with a focus on mobility and off-grid power applications. The technology may have the potential to help make green ammonia a globally traded H2 carrier and fuel and allow it to be scaled up for future markets, including industry, heat and grid-scale power generation.
H2 STORAGE AND TRANSPORTATION APPLICATIONS
First H2 storage plant based on iron oxide commissioned
AMBARtec AG (Dresden), together with engineering, procurement and construction (EPC) company Umwelt- und Ingenieurtechnik GmbH Dresden (UIT), has commissioned the first plant for the storage and transport of H2 based on iron oxide using the H2 Compact Storage (HyCS) process in the Saxon city of Freiberg.
The companies have demonstrated a H2 storage solution that is compact, extremely efficient and sustainable. The strongly reduced water requirement for H2 production, the rapid storage and retrieval, and the simple permitting procedures make the process very attractive.
The HyCS process enables a much more compact storage and transport of energy and H2. With iron oxide, up to 3 kWh of energy can be stored in one liter (l) of storage material, whereas lithium-ion batteries only achieve 0.3 kWh/l and liquid H2 achieves 2 kWh/l.
The solution jointly implemented by UIT and AMBARtec makes the regional and international transport of H2 significantly easier and more cost-effective. Beyond transport, the HyCS process can decrease dependency on supra-regional electricity and gas supplies in times of rising energy prices in combination with photovoltaic systems and/or heat pumps.
The HyCS technology offers the potential to increase the efficiency of electricity storage compared to known H2-based solutions. Through integration with high-temperature solid oxide electrolyzers and solid oxide fuel cells, efficiencies of > 65% can be achieved.
This process was first developed into a detailed technical concept by AMBARtec AG and then implemented by Umwelt- und Ingenieurtechnik GmbH Dresden, and the commissioning is a significant milestone to provide technical proof of concept being applied in real plant scale. All the components, control loops and safety systems required in real customer facilities are implemented in this plant, according to AMBARtec. It is planned to complete the test operation and systematically scale up the storage facility over the next few months.
A storage capacity of 250 kWh can be supplied by AMBARtec AG as early as mid-2023, while storage with 3,000 kWh will be available from the end of 2023. Planning for projects with the HyCS standard module in a 20-ft container with a storage capacity of 20,000 kWh is applicable, at present.
Liquid H2 storage integration in HY4 aircraft

H2FLY has begun the integration of a liquid H2 (LH2) storage system tank into its HY4 aircraft. The integration process has commenced following the liquid H2 tank passing the vibration and LH2 leakage testing phase at Air Liquide in September.
The announcement marks a significant step forward for Project HEAVEN, an initiative that has set out to design, develop and integrate a powertrain based on high-power fuel cell and cryogenic technology into an existing aircraft for testing in-flight operation. The start of the mechanical integration process draws H2FLY closer to achieving higher aircraft ranges, which is critical to achieving true zero-emissions medium- and long-haul flights.
H2FLY supplies the complete fuel cell system supporting the HY4 aircraft, the integration platform, and the overall system architecture and controls of the fuel cell and H2 storage system. As the development lead, H2FLY plays a critical role in the complete coordination of the system implementation to guarantee each system part is properly adapted, ensuring safe functionality.
The company is joined by the following partners for the HEAVEN project: Air Liquide Advanced Technologies, a cryogenic tank designer and supplier; Pipistrel Vertical Solutions, which will be supporting the integration and demonstration of the tank; and DLR, which will support the operation and testing of the high-power fuel cell and system architecture.
Integration work is expected to be completed over the coming months. Following the integration of the new H2 storage system and fuel cells, the aircraft is planned to enter a rigorous program of ground testing early in 2023 and is expected to be the world’s first passenger aircraft to fly using liquid H2.
According to H2FLY, success of the vibration and LH2-leakage tests marks a big step forward for delivering true zero-emissions flight with increased range and kickstarting the mechanical integration process, drawing closer to the flight test phase. H2FLY has focused on developing and delivering new technology for 10 yr and is moving forward to complete the integration process and begin ground testing in preparation for the world’s first commercial liquid H2-electric aircraft.H2T
Related Articles
Connect with H2Tech
