Articles
Navigating the path to green H2 for industry
Electrolyzer Technology
M. NEESE, Verdagy, Moss Landing, California, U.S.
As the “Swiss army knife” of decarbonization, “green” hydrogen (H2) will play a huge role in reducing the carbon footprint in sectors where renewable energy and battery storage are not suited.
In the past, H2 has not been cost effective as a fuel for industry or as an energy storage medium. However, this is changing rapidly, as several electrolysis technologies mature and compete to generate green H2 using power from renewable energy sources. To move ahead in decarbonizing with H2, companies must be familiar with these electrolysis options.
H2 electrolysis terminology. Understanding the terminology is a good place to start. The language associated with H2 electrolysis can be confusing, because any given term can be used in different ways in different contexts:
- Electrolysis is the electrochemical process of splitting a molecule of water (H2O) into H2 gas (H2) and oxygen (O2).
- An electrolyzer is the system that produces H2 by means of electrolysis.
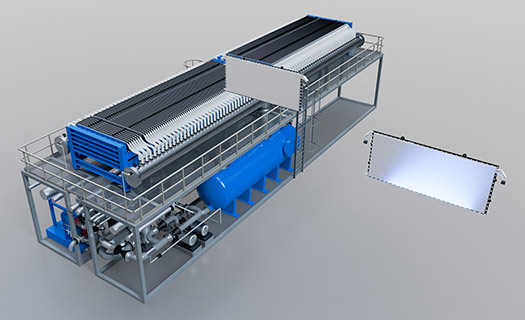
- A cell is a constituent element of an electrolyzer. Multiple cells are aggregated to comprise an electrolyzer (FIG. 1).
- A membrane is one of the constituent elements of a cell. There are many different types of membranes, and their construction and operation are key to the fundamental differences between different types of cells and electrolyzers.
- Levelized cost of energy (LCOE) is an estimate of the lifetime cost of producing a form of energy and divides that by projected lifetime output. The result is a measure that essentially combines total cost of ownership (TCO) with return on investment (ROI).
TCO and ROI are already considered important measurements, so why use LCOE? Different energy technologies (e.g., wind, solar, natural gas, H2) can be difficult to compare because power plants of different types can have vastly different capital costs, capacities, operating costs, life spans, risks and more. Because LCOE considers disparities, investors, analysts and policy makers can use this single measure to make reasonable comparisons of fundamentally different energy technologies.
The same calculation can be used to compare variants within a single energy technology category. The levelized cost of H2 (LCOH) allows investors, analysts and policy makers to make reasonable comparisons of different H2 production technologies.
H2 production options. To date, essentially all industrial H2 has been produced either from fossil fuels [e.g., via steam methane reforming (SMR)] or by energy derived from the burning of fossil fuels (e.g., via the chlor-alkali process). Both processes result in the release of significant amounts of carbon dioxide (CO2), which contributes to global warming.
If a H2 electrolysis plant uses power from a renewable source (green H2), such as wind or solar, it will not produce or release CO₂. Electrolysis is an energy-intensive process, however. Until recently, the relatively high cost of renewable energy prevented the commercially viable production of green H2.
With continuing reductions in the cost of solar and wind power, the price of renewable energy is now no longer a barrier. That said, now the variability of renewable energy production rates and pricing can inhibit investments in electrolytic H2 production. The author’s company has taken an approach that addresses this issue head-on—this is discussed in the following sections.
Cost-effective H2 solutions must address four factors. The four major factors when calculating the cost-effectiveness of H2 production (LCOH) are capital cost, output, efficiency and cost of energy.
Electrolytic cell companies commonly target only output and efficiency. Products have been designed that work at a specific current density (or a relatively narrow range of current densities) to produce a certain amount of H2 and achieve a target level of efficiency.
While their technological achievements are undeniable, these other approaches are either too capital-intensive or they fail to account for fluctuations in energy production and pricing (the variables outside of anyone's control), or both.
The ultimate goal is for H2 production to connect exclusively to renewable sources. The problem is that the production of renewables is variable. The sun goes down at night; winds are not always constant.
It is entirely possible for a H2 plant to operate connected to the grid. The advantage is that the energy supply would be steady. The disadvantage is the same as with renewables, however: pricing is unsteady. Energy prices rise and fall not monthly, weekly or even daily—the demand interval for energy is typically only 15 min, which means pricing can swing on a less-than-hourly basis.
Regardless of the energy source, if the output and efficiency of electrolytic cells are fixed, then even at improved levels their cost-effectiveness (if not their commercial viability) remains dependent entirely on energy prices remaining below a certain price threshold. Again, energy production and pricing fluctuations mean this is unrealistic.
Electrolysis and electrolyzers. Electrolyzers consist of an anode and a cathode with an electrolyte between them. Different types of electrolyzers function in different ways based largely on the cell design and the associated operating conditions and materials used for electrolysis.
The three main types of electrolyzers are:
- Polymer electrolyte membranes (PEMs), which are also referred to as proton exchange membranes
- Alkaline electrolyzers (AE), including alkaline-water electrolyzers (AWE)
- Solid oxide electrolysis cells (SOEC).
Combined, these commonly used descriptions are some of the biggest sources of confusion about the terminology associated with electrolytic production of H2. One refers to a membrane, one to an electrolyzer and one to a cell. The terms appear to be interchangeable even though they are not.
Variations exist within each category of electrolyzer, including options to select different materials and chemical processes; of course, there are tradeoffs among them all. For example, SOECs operate at very high temperatures [700°C–800°C (1,292°F–1,472°F)], while PEM electrolyzers and commercial alkaline electrolyzers typically operate near ≤ 100°C (≤ 212°F).
PEMs can change operating parameters relatively quickly, while AEs usually cannot. However, as noted, within each category there are variations.
The trade-off with PEMS involves the high cost of some materials—in particular, platinum group metals. Electrodes used in AEs do not require platinum-coated electrodes, and are consequently significantly less costly.
AWE electrolyzer technology. The advantages of AWE technology are compelling: material costs are lower, and it is possible to create significantly larger membranes operating at higher current densities. The author’s company’s novel advanced AWE cellsa are among the largest in the industry, and can operate at 2A/cm2, a current density that presently exceeds any other AWE technology. Bigger cells operating at higher current densities translates directly to more H2 production per cell.
The author’s company’s patented advanced alkaline water electrolyzer is a type of alkaline electrolyzer; however, unlike previous AWE technologies, it can change operating parameters just like a PEM.
Equally important, the company’s cella and balance of plant are operable across a range from 0.1A/cm2–2A/cm2, enabling a 20:1 turndown ratio. This dynamic range gives plant managers the flexibility to balance output and efficiency against energy availability, costs and H2 demand. In particular, they can target production to the availability of renewable energy, thereby generating true green H2. In general, they can ramp up production when energy is cheap or when demand for H2 increases, and dial it back when prices rise. This capability is unique among available electrolytic technologies.
The author’s company’s architecture for a H2 production plant has the ability to “gang” multiple electrolyzers (FIG. 2) to operate at 200 MW, and to even scale up to gigawatt levels. Industrial plant operators can build out more top-end production capacity than demanded by the facility’s nominal (faceplate) production rate target. They gain “extra” production (load gaining) when power prices are low, and reduced production (load shedding) when power prices are high.
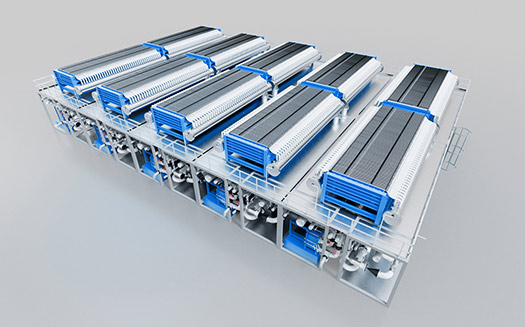
This plant design takes full advantage of the wide dynamic range of cellsa. Plant managers can change operating parameters within minutes to meet changing conditions, helping to optimize facility design and ongoing operating costs. The net result: a higher average production rate at a lower average energy price point without a dramatic increase in capital cost.
H2 demand. In 2022, 99% of industrial H2 was produced using a fossil fuel-based process, especially SMR. As the industry moves away from these processes, the market for green H2 production will grow—it was estimated to reach $160 B in 2022 and is expected to grow to $263.5 B by 2027, according to MarketsandMarkets.
As more countries adopt decarbonization plans, H2 will become widely useful. Initially, it will be best-suited where direct electrification is challenging and in harder-to-abate sectors like steel, chemicals, long-haul transport, shipping and aviation.
The near-term opportunity for heavy industry companies in areas such as steel and chemicals is to either use—or both produce and use—H2 fuel. In this context, H2 must be low carbon from the outset and ultimately green.
Other growth areas for H2 fuel will be fuel cell electric vehicles (FCEVs) and for rockets used in the aerospace industry. There will also be increasing demand for fuel cells for bicycles, buses, trains, material handling equipment boats, ships, commercial aircraft, marine vessels and specialty vehicles such as forklifts.
LCOH will lead the way. All this growth depends on the LCOH of green H2 decreasing rapidly. The author’s company’s advanced technology for electrolytic production of H2 is designed to provide the lowest LCOH in the industry. By avoiding costly platinum group metals and leveraging the electrolyzer cella size, current density and dynamic range, the company can achieve the lowest capital expenditure (CAPEX) in the industry and the lowest H2 production costs when coupled with renewable energy.H2T
NOTES
a Verdagy’s eDynamic advanced AWE cells
About the author

MARTY NEESE is the CEO of Verdagy, a green H2 electrolyzer company that is seeking to fundamentally change the way industrial-scale H2 is produced to massively decarbonize the most difficult sectors of our global economy. Neese’s commitment to addressing climate change has been evident throughout his extensive career—he has spent the last 15 yr in the clean energy industry working to make solar, and now H2, the least expensive, most economic and sustainable choice globally. He is a passionate advocate for the transition to a sustainable, circular economy with a goal of eliminating the concept of waste.
Related Articles
Connect with H2Tech
