Articles
Cleaning procedure for a plate heat exchanger derived from data analysis based on recurrent neural networks
Special Focus: Process/Project Optimization
W. V. SILVA, D. A. E. SALAZAR, L. J. H. MARÍN and E. G. CABARCAS, Ecopetrol, Bogatá, Colombia
This article presents a new procedure to clean the plate heat exchanger of a diesel hydrotreatment plant. Initially, a prediction model of the pressure differential of the plate heat exchanger of this process was developed analyzing data from 11 yr of operation using recurrent neural networks. From the simulations conducted with the neural network model, it was possible to identify a heat exchanger cleaning procedure that does not require a plant shutdown, consisting of cutting the liquid feed rate for a short period of time, allowing the hot side outlet temperature to increase above 390°F (199°C) and then reestablishing operating conditions. The procedure was tried in the diesel hydrotreatment plant of the Barrancabermeja refinery in Colombia, and was successful in reducing operating costs, improving operational availability and reducing the loss of profit of the plant.
The loss of heat transfer capacity in oil industry heat exchangers induces greater fuel gas consumption in process furnaces and can sometimes limit the throughput capacity of industrial plants and even enforce the execution of maintenance activities, generating increased operating costs and decreasing plant availability. One of the causes associated with the capacity loss of heat transfer is fouling, due to the accumulation or formation of unwanted deposits on the heat transfer surfaces—this phenomenon can also induce higher pressure drop in pipelines and even a reduction in flowrates.1
FIG. 1 shows a simplified flow diagram of the diesel hydrotreatment plant of the Barrancabermeja refinery in Colombia, designed to process 56.6 MMbpy of a mixture of straight-run diesel (SRD) and light cycle oil (LCO), containing 5,632 ppm sulfur and 298 ppm basic nitrogen. The goal of this unit is to produce diesel with a sulfur content between 5 ppm and 25 ppm, adhering to Colombian environmental regulations.
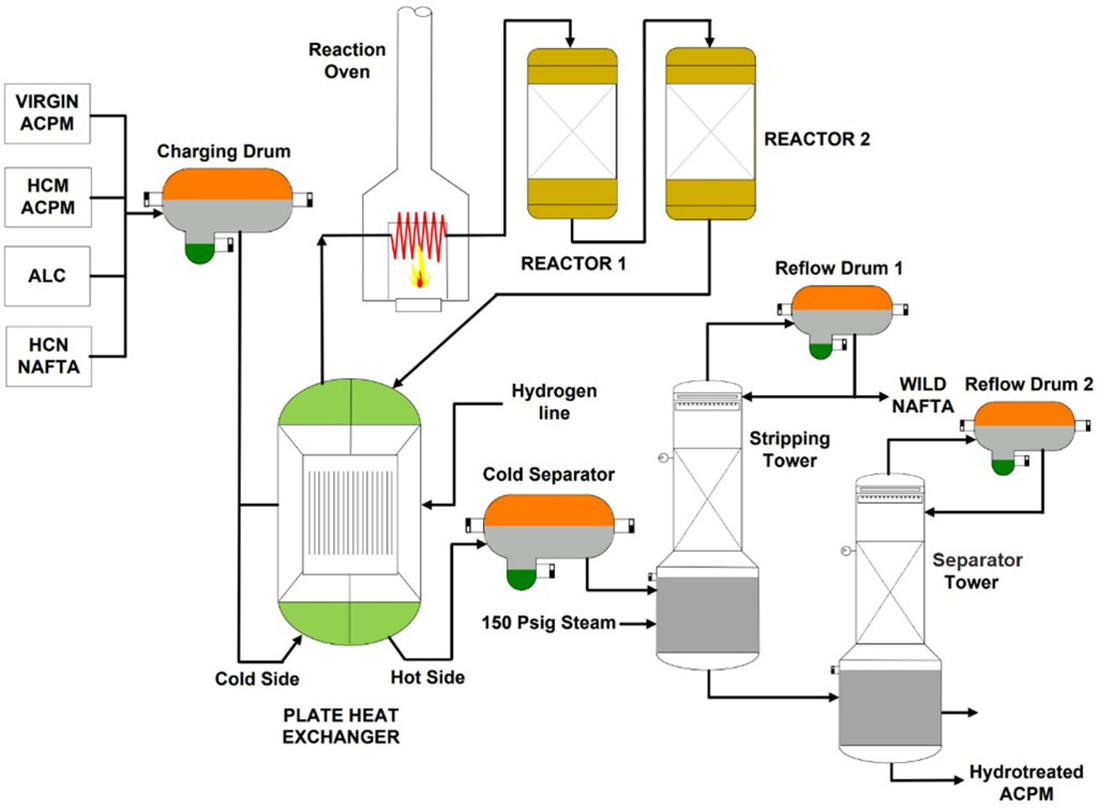
The plant began operations in August 2010 and ran stably for 8.5 yr. A few months after its first major turnaround, the unit began to exhibit episodes of rapid rise in the pressure differential on the hot side of the plate heat exchanger, E-4701, related to the deposition of ammonium salts,2 as ammonium chloride (NH4Cl) or ammonium disulfide (H5NS or NH4HS). Deposition occurs when the product of the molar partial pressures of ammonia and hydrogen chloride is greater than the salt stability constant (Kp) at the process temperature (Eq. 1). Ammonium disulfide sublimates inversely at lower temperatures and higher pressure than ammonium chloride.
NH3 + HCl ↔ NH4Cl (Eq. 1)
This high pressure-differential condition reduced the heat transfer capacity of the plate heat exchanger and required an increase in the natural gas consumption of the feedstock heating furnace, H4701, to maintain the operation of the unit. For example, between October 2020 and March 2021, the pressure differential increased from 22 psi to 49 psi. To restore its clean condition, the operations group performed a procedure called salt sublimation, which involved shutting down the unit (including the H2 recirculation compressor) for 48 hr.
Since it is difficult to know the exact quantity of salts deposited on the heat exchanger—and it is not possible to develop a model, based on fundamental principles, that predicts the pressure differential of the heat exchanger—the recurrent neural networks were used to try to predict this phenomenon and develop strategies to increase the availability and energy efficiency of the hydrotreatment unit.
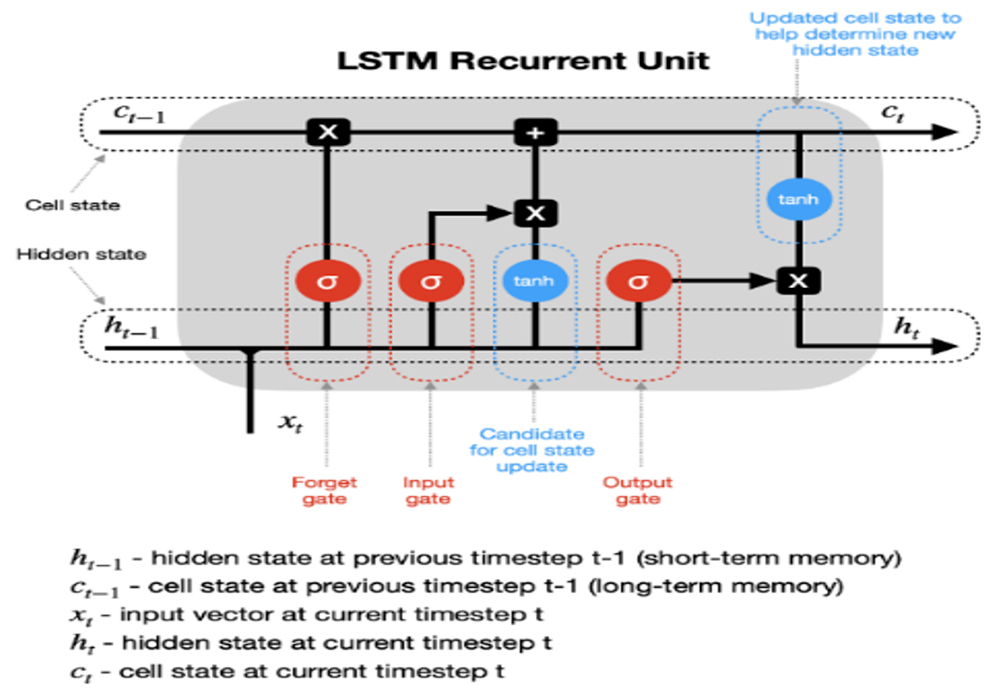
Earlier works and long short-term memory (LSTM) neural networks. Mohanraj, et. al.3 published a literature review on the use of statistical models applied to the analysis of heat exchangers. Works have been conducted to simulate thermal efficiency,4 the prediction of phase changes5 and control strategies,6 and estimate heat exchanger parameters such as failure factor,7 heat transfer coefficient,8 and friction factor.9 An LSTM neural network is a type of deep learning recurrent network that has been developed specifically to solve time series problems that describe complex phenomena.10 Like other types of networks, LSTMs have neurons, also called cells, to perform calculations.11 In LSTMs, three types of doors are inside each cell—input, forgetting and output—which are used to decide which information to keep or discard. In addition, they have a cell state, which is like a long-term memory of the LSTM (FIG. 2), enabling this type of neural network to model cumulative processes like fouling.
METHODOLOGY TO DEVELOP AND VALIDATE THE MODEL
Identification of operational variables affecting fouling on the plate heat exchanger. From the information reported in the refinery's real-time database, 21 operational variables that could affect the phenomenon of ammonium salts deposition were found and data were collected from January 2013–January 2022. During the last 3 yr of this period, there were three scheduled shutdowns of the plant to conduct the process of sublimation of salts and recovery of the pressure differential. Collected during the analysis period, 109 MM data points were cleaned, eliminating noise, frozen values, outliers and variables with incomplete data. Most of the variables were collected with a frequency of one data per minute. The pressure differential was plotted with respect to the 21 process variables and the correlation matrix was calculated. Seven variables that showed the highest correlation with the pressure differential were selected:
- Water level control in the boot of the feedstock drum
- LCO and total flowrate (SRD + LCO)
- Recycle H2 flowrate to the heat exchanger
- Hot-side inlet temperature
- Hot-side outlet temperature
- Inlet pressure to the reactor.
From this phase, the temperatures on the hot side of the plate heat exchanger and the LCO flowrate were identified as those with the greatest correlation with fouling, and the hypothesis that the water content present in the total feedstock was related to the phenomenon was discarded. Finally, cleaned data were normalized, using z-scores.
Development and validation of the heat exchanger pressure differential prediction model. For the development of the predictive model, a four-layer LSTM neural network was used with a seven-dimensional input layer, two hidden LSTM layers with 180 and 90 neurons, respectively, and a fully connected output layer of one dimension, corresponding to the prediction of the hot-side pressure differential. All normalized data were used to train the LSTM network model using the residual sum of square errors as the loss function to minimize, and 20 cycles of iteration.
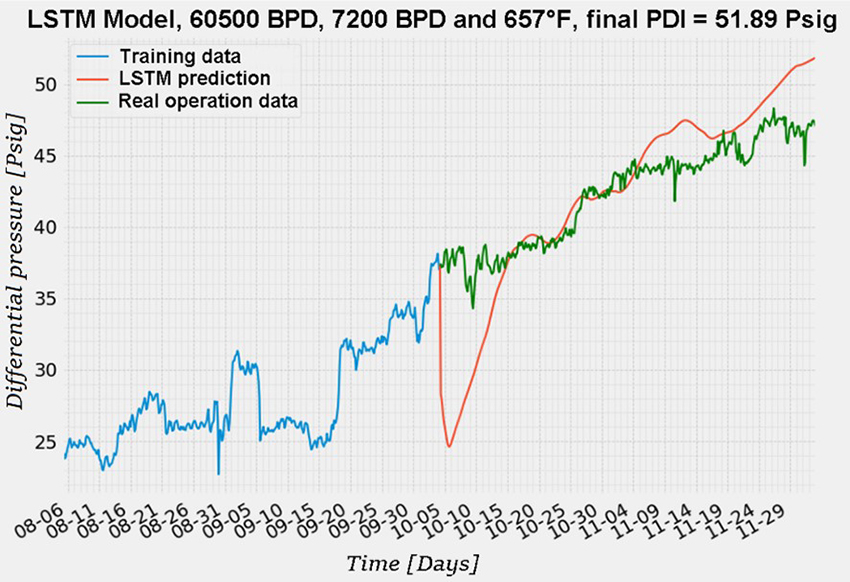
To confirm the model, its predictions were compared with the data of the industrial plant from the period between October 2022 and December 2022, using the average operating conditions of the plant: a total feedstock flowrate of 60,500 bpd, an LCO flowrate of 7,200 bpd, a hot-side inlet temperature of 657°F (347°C) and normal operation of the other variables. The model predicted a pressure drop of 51.9 psi compared to 47.4 psi achieved in actual plant operation, for an absolute prediction error of 9.6% (FIG. 3).
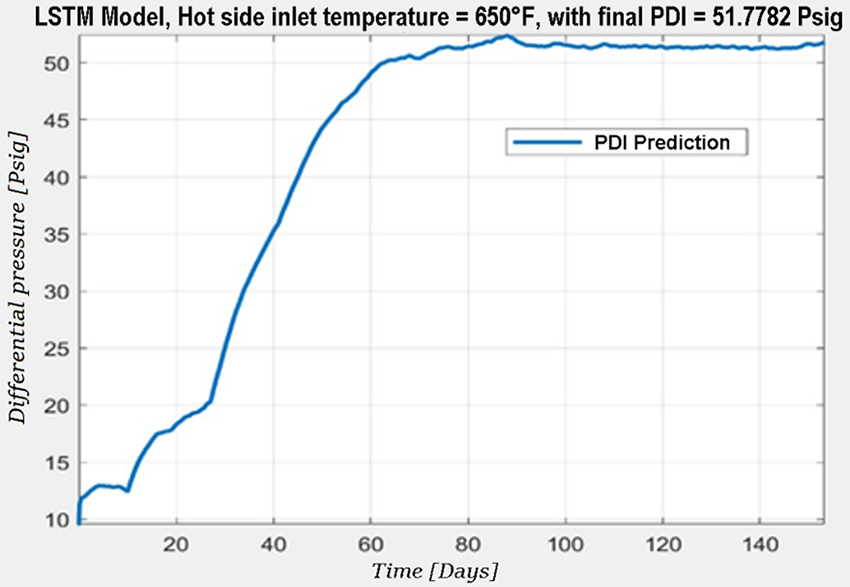
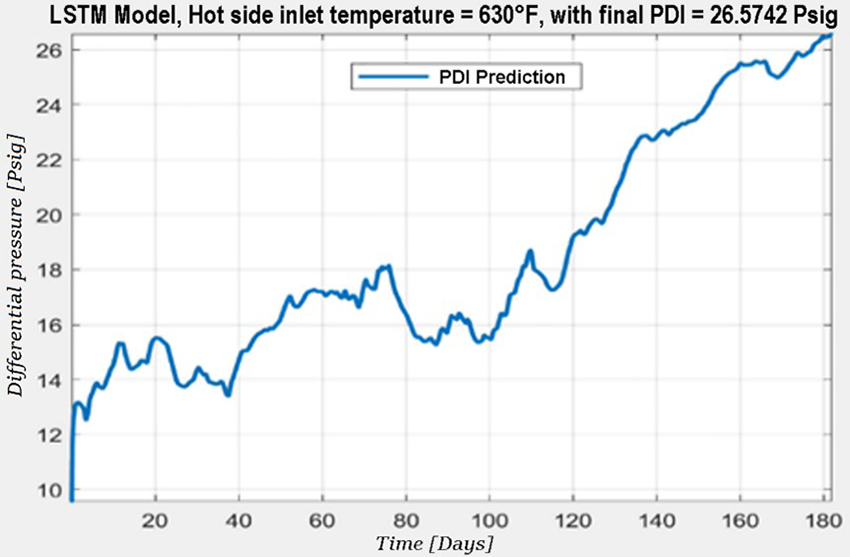
Results. The model was run through several scenarios to understand the long-term effect of the independent variables. When the inlet temperature on the hot side of the heat exchanger was high [650°F (343°C)], an accelerated rise in the pressure differential was calculated. After 4 mos of operation, the value reached 51.8 psi (FIG. 4), and when the inlet temperature on the hot side was low [630°F (332°C)], the pressure differential increased slowly, reaching 26.6 psi after 6 mos (FIG. 5).
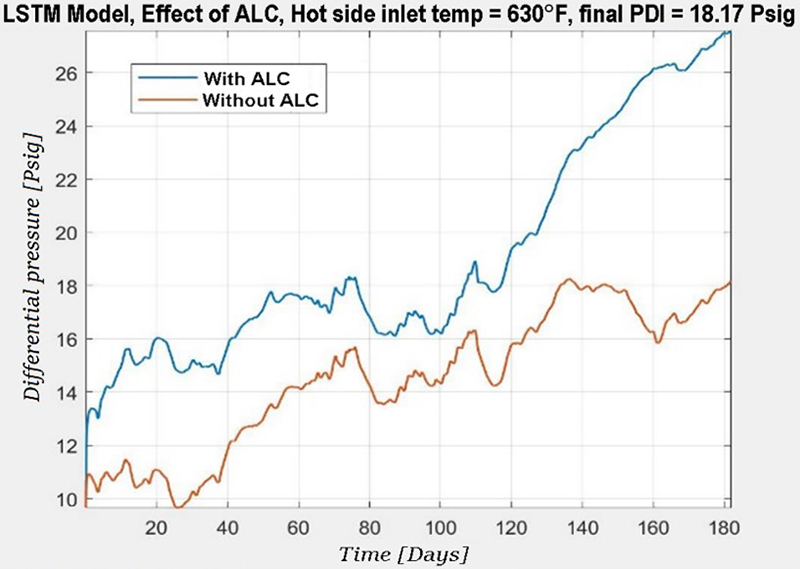
The effect of the LCO flowrate on the heat exchanger pressure differential was evaluated for two scenarios with the same total flowrate of feedstock, one with 7,200-bpd LCO and the other without LCO. LCO produces an accelerated increase in the heat exchanger pressure differential (FIG. 6) due to its higher concentration of salts precursors.
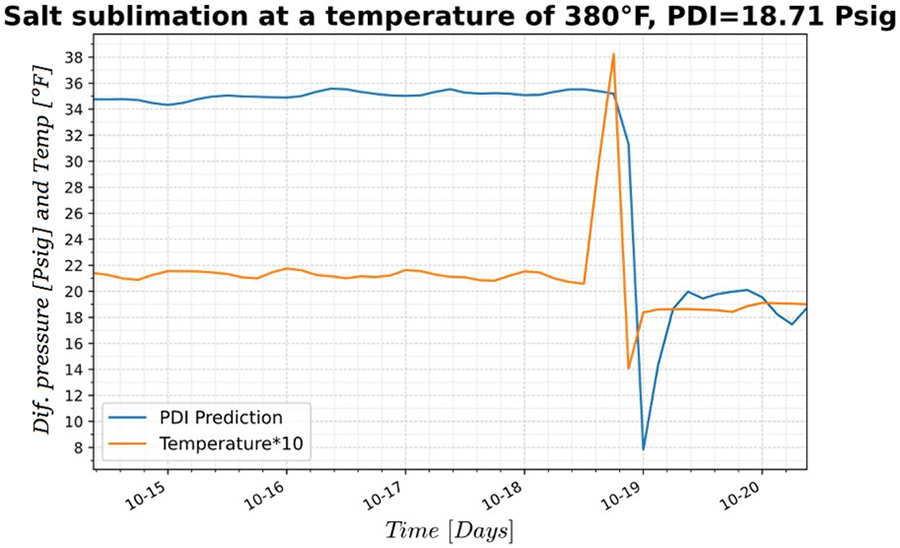
From these earlier simulations, it was concluded that the lower the temperature difference between the inlet and the outlet on the hot side of the heat exchanger, the higher the probability of gas phase supersaturation, and therefore, the consequent formation of ammonium salts, accelerating fouling. It was found that, when the hot-side outlet temperature is > 380°F (193°C), the pressure differential decreases due to the sublimation of the deposited salts (FIG. 7). Based on this finding, an operation was proposed to sublimate the salts without having to shut down the plant, consisting of cutting off the liquid flowrate and keeping the flow of H2 to the reaction zone for several minutes. In this way, the temperature at the outlet on the hot side of the heat exchanger was brought to values > 380°F (193°C) for several minutes. Subsequently, the process variables were brought to their normal values.
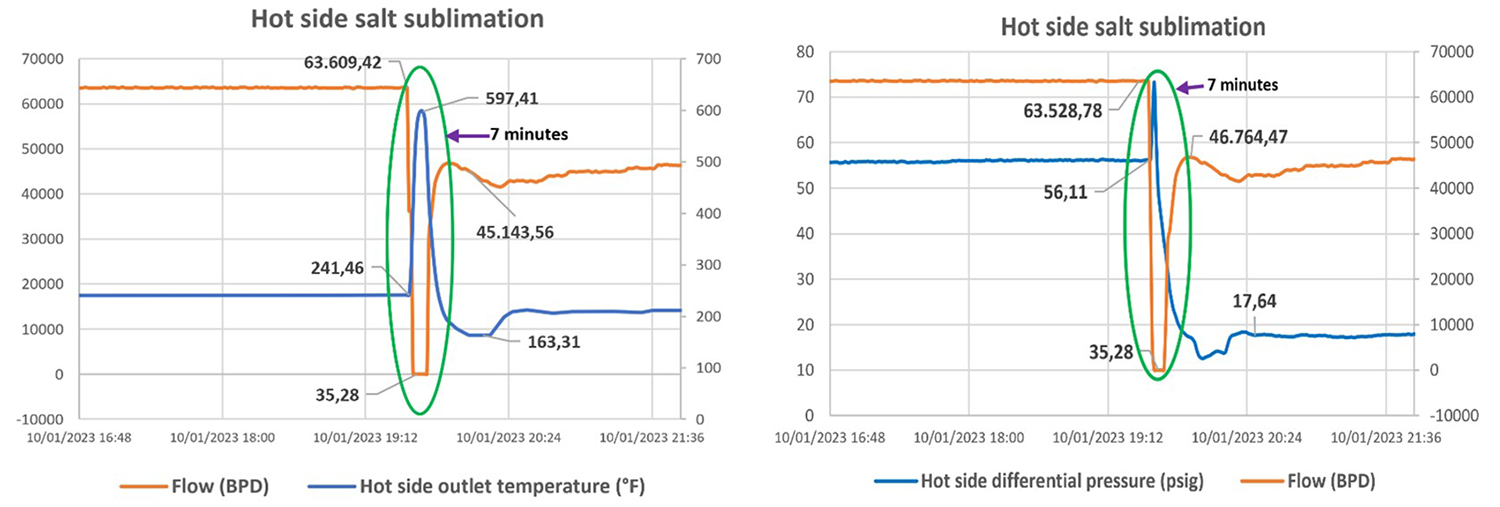
Sublimation of salts bringing the hot-side outlet temperatures > 380°F (193°C). FIG. 8 shows the results obtained in the industrial plant by following the procedure identified with the neural network model, carried out in January 2023. The plate heat exchanger pressure differential was reduced from 56 psi to 24 psi after cutting off the liquid flowrate (FIC 47003) for only 7 min, during which time the hot-side outlet temperature increased to 597°F (314°C) (TI–47033). Subsequently, the liquid flowrate was rapidly increased to 40,000 bpd and then gradually increased to its normal operating value (56,600 bpd).
Takeaway. An artificial intelligence model based on LSTM neural networks was developed and it helped to effectively solve the fouling problem of the plate heat exchanger of the diesel hydrotreatment plant of the Barrancabermeja refinery, increasing its availability and decreasing the operational costs of the plant.
The proposed cleaning procedure for the plate heat exchanger was successfully validated through a test in the industrial plant. With this operation, the pressure differential decreased from 56 psi to 24 psi in 7 min without the need of a plant shutdown, recovering the energy efficiency of the unit.
This procedure saved 20,000 sft3 of H2 and reduced the loss of profit in 2 d by an estimated $960,000.H2T
LITERATURE CITED
1 Hale, M., “Understanding and preventing heat exchanger fouling,” IndustriAmbiente: environmental and energy management, Vol.31, 2020.
2 Alvisi, P. and V. D. F. C. Lins, “Acid salt corrosion in a hydrotreatment plant of a petroleum refinery,” Engineering Failure Analysis, Vol. 15, Iss. 8, December 2008.
3 Mohanraj, M., S. Jayaraj and C. Muraleedharan, “Applications of artificial neural networks for thermal analysis of heat exchangers–a review,” International Journal of Thermal Sciences, Vol. 90, 2015.
4 Tan, C. K., J. Ward, S. J. Wilcox and R. Payne, “Artificial neural network modeling of the thermal performance of a compact heat exchanger,” Applied Thermal Engineering, Vol. 29, 2009.
5 Gorenflo, D., E. Baumhögger, G. Herres and S. Kotthoff, “Prediction methods for pool boiling heat transfer: A state-of-the-art review,” International Journal of Refrigeration, Vol. 43, 2014.
6 Vasičkaninová, A., M. Bakošová, A. Mészáros and J. J. Klemeš, “Neural network predictive control of a heat exchanger,” Applied Thermal Engineering, Vol. 31, 2011.
7 Lalot, S. and H. Pálsson, “Detection of fouling in a crossflow heat exchanger using a neural network-based technique,” International Journal of Thermal Sciences, Vol. 49, Iss. 4, 2010.
8 Pacheco-Vega, A., M. Sen, K. T. Yang and R. L. McClain, “Neural network analysis of fin-tube refrigerating heat exchanger with limited experimental data,” International Journal of Heat and Mass Transfer, Vol. 44, Iss. 4, 2001.
9 Beigzadeh, R. and M. Rahimi, “Prediction of heat transfer and flow characteristics in helically coiled tubes using artificial neural networks,” International Communications in Heat and Mass Transfer, Vol. 39, Iss. 8, 2012.
10 Greff, K., R. Srivastawa, J. Koutník, B. Steunebrink and J. Schmidhuber, “LSTM: A search space odyssey,” IEEE Transactions on Neural Networks and Learning Systems, Vol. 28, Iss. 10, 2015.
11 Dobilas, S., “LSTM recurrent neural networks—How to teach a network to remember the past,” Towards Data Science, online: https://towardsdatascience.com/lstm-recurrent-neural-networks-how-to-teach-a-network-to-remember-the-past-55e54c2ff22e
About the authors
WILLIAM VARGAS SILVA earned his degree in electromechanical engineering from Universidad Industrial de Santander and an MSc degree in maintenance management. Silva has 19 yr of experience in the operation and engineering of static and rotative equipment. Since 2017, he has been applying artificial intelligence models to advanced operational analysis. The author can be reached at William.vargass1@ecopetrol.com.co.
DOMINGO ANTONIO ESCALANTE SALAZAR earned his degree in chemical engineering from Universidad Industrial de Santander and an MBA from Inalde Business School, Colombia. He has 30 yr of experience in the oil and gas industry in operations and management in the petroleum refining and petrochemical industries. Today, he is a Senior Advisor specializing in operational excellence and the circular economy in petroleum refining and petrochemistry. The author can be reached at Domingo.escalante@ecopetrol.com.co.
LUIS JAVIER HOYOS MARÍN earned his degree in chemical engineering from Universidad Nacional, Colombia, and a PhD from Université Claude Bernard, Lyon I, France. Dr. Marín has 29 yr of experience, and works as an R&D Senior Engineer at the Technology and Innovation Center of Ecopetrol, specializing in topics like complex process modeling and advanced recycling. The author can be reached at Luis.hoyos@ecopetrol.com.co.
ERNESTO GOMEZ CABARCAS earned his degree in chemical engineering from Universidad Industrial de Santander, Colombia, and has 27 yr of operations and management experience in the oil and gas, petroleum refining and petrochemical industries. He now serves as the Head of Ecopetrol’s petroleum refining and petrochemistry long-term planning. The author can be reached at Ernesto.gomez@ecopetrol.co.co.
Related Articles
Connect with H2Tech
