Articles
Electrodes for the 21st century: Fast, efficient and scalable
Electrolyzer Technologies
W. THORNHILL, Jolt Solutions, Manchester, England
The electrolyzer industry urgently needs an electrode coating solution for the scale of deployment expected by 2050. The existing technology is slow, energy intensive and expensive. The author’s company has developed a patented processa that enables the production of anodes and cathodes for alkaline (AWE) and anion exchange membrane (AEM) electrolyzers in < 1 min. The first process linea is set to open in Barcelona, Spain in Q2 2024 with a 4-gigawatt (GW) scale production potential. The small footprint and off-the-shelf production equipment required means the technology can be deployed in production units quickly and with low investment.
The coating processa was developed at the Institute of Chemical Research of Catalonia (ICIQ) in Tarragona, Spain, one of the few global research institutes focused on catalysis, electrolysis and Solar-to-X. The process has moved from “lab to fab (fabrication)” at speed, producing electrodes 3 m in diameter and deploying them commercially.
The patented process uses the principles of solution combustion to deposit nanocrystal catalyst layers. The exothermal nature of combustion techniques means that very pure metal-based catalysts are produced in a controlled manner. When deployed on nickel-based substrates (e.g., AWE, AEM), the catalyst layer becomes bonded/fused to the substrate, increasing durability (FIG. 1).
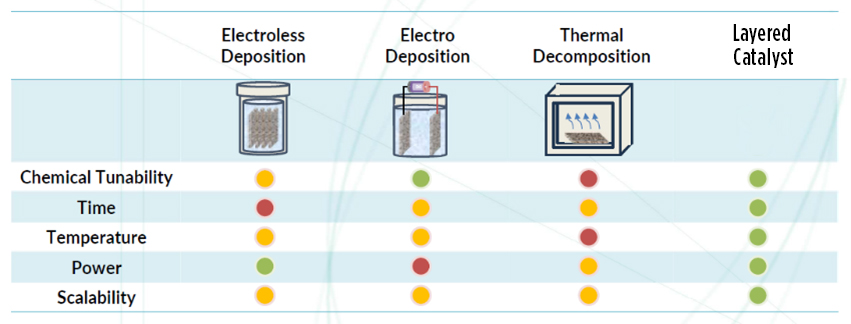
The first industrial uses of the coating processa have focused on known catalyst and substrate combinations and existing substrates (e.g., nickel, titanium, stainless steel, iron, copper, chrome, ceramic carbon) of any type (e.g., plate, foam, mesh, wire) and existing catalyst combinations, both platinum group metal (PGM) and non-PGM catalysts. The coating process has optimized the performance of these products, yielding much higher efficiencies and durability. Later iterations will use newly developed catalyst combinations already in development.
FIG. 2 shows a typical catalyst layer produced by thermal decomposition compared to the layered catalysta. The thermal decomposition catalyst layer is very rigid due to the sintering process and, therefore, cracks, leading to the delamination of the catalyst layer/flaking, which leads to a degradation in performance and eventual deactivation. The catalyst layer is also flat, resulting in low catalytic activity. To solve this issue, it is common to repeat the coating process several times, increasing costs and production time.
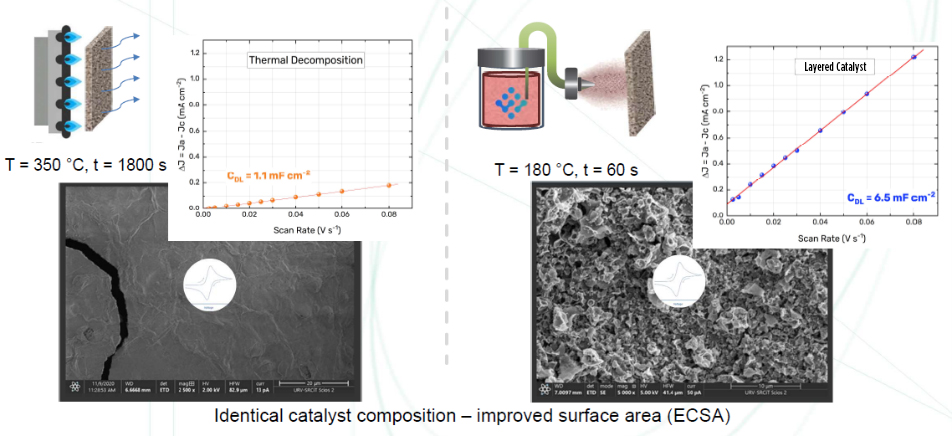
The layered catalsysta uses the internal heat from the reaction to transform the catalyst into the substrate in one stage. Putting the coated electrode in front of a heat source or into an oven for 40 sec−60 sec at 180°C will trigger the process. The intense heat from this exothermic reaction (lasting 1 milliseconds–2 milliseconds) produces the high electrochemical surface area catalyst and fuses it directly into the top layer of the substrate without damaging it. This coating fusion with the substrate forms a very durable protective coating.
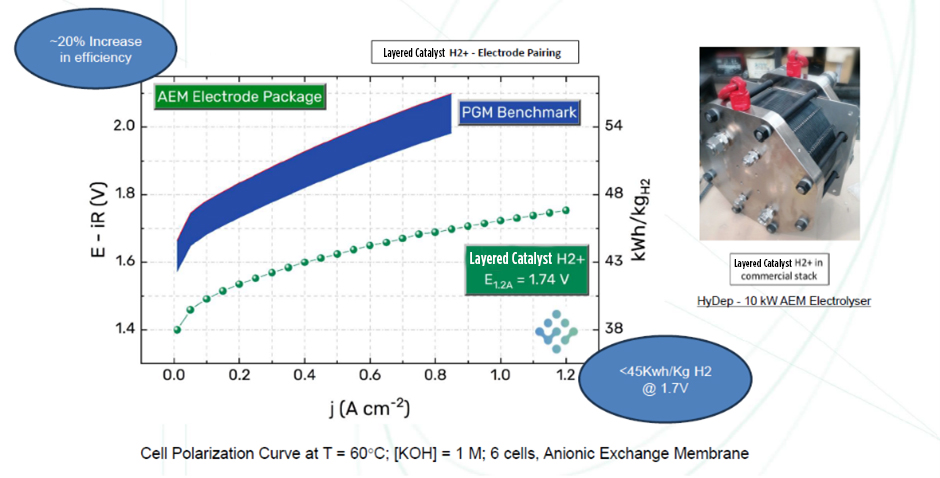
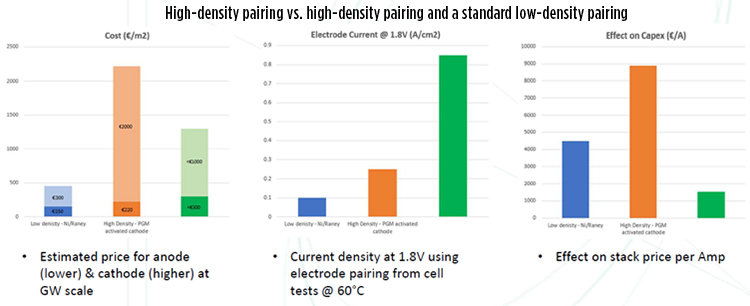
In 2023, the author’s company’s electrode pairing for AWE and AEM lowered the voltage requirements to < 1.75 V at 1.2 A cm2 at 60°C (FIG. 3). Layered catalysta packages for the two different approaches are being taken by alkaline electrolyzer manufacturers regarding current density. The layered catalysta electrodes can work at low densities of < 0.6 A/cm2 and for manufacturers developing higher density stacks working around 1.2 A/cm2 (FIG. 4).
The layered catalysta products will be supplied to signed AWE and AEM customers at volume from the first plant in Barcelona, Spain in 2024; the business model and low capital expenditure (CAPEX) requirements mean that if customers require larger volumes, a dedicated electrode coating plant can be deployed next to them for “just in time” deliveries. Depending on local licensing requirements, the line takes 8 mos–9 mos to install. The equipment can be sourced off-the-shelf in any country with an extremely low CAPEX.
Therefore, this technology can solve customers' three main commercial complaints across the H2 electrode vertical that is preventing the scale up to GW production: long supply lead times (currently more than 6 mos) and limited volumes; unfavorable commercial terms and high upfront payments; and high electrode cost.H2T
About the author
WAYNE THORNHILL is the Global Sales Director, Electrode Solutions for Jolt Solutions. The author can be reached at w.thornhill@jolt-solutions.com
Notes
a Jolt Solution’s Sparkfuze
Related Articles
Connect with H2Tech
