Articles
Recycling for the green H2 economy
Special Focus: Electrolyzer Technologies
K. S. LYONS, Plug Power, New York, New York; and Y. WANG, Worcester Polytechnic Institute, Worcester, Massachusetts
Fuel cells and electrolyzers are foundational technologies for the green hydrogen (H2) economy and play a critical role in achieving net-zero energy emissions and global decarbonization goals. While several fuel cell and electrolyzer technologies exist, the most mature are those based on polymer electrolyte membranes (PEMs). PEMs can easily follow changes in load, so the fuel cells are compatible with vehicle drive cycles and the electrolyzers can manage variations in renewable electricity. Investment in these green H2 technologies is surging worldwide, leading to a rapid expansion in manufacturing capacity. As manufacturing grows, strategies must be developed to recycle the value of materials and reduce greenhouse gas (GHG) emissions.
Fuel cells and electrolyzers contain high-value precious metal electrocatalysts (platinum and iridium) which have limited supply, so their recovery is compulsory. The solid electrolyte in fuel cells and electrolyzers comprises perfluorosulfonic acid (PFSA), which also has high value and should be recovered. The fluorinated compounds in the membrane and catalyst layers comprise approximately 35% of the cost of a fuel cell membrane electrode assembly (MEA). Additionally, PFSAs are considered part of a general class of per- and poly-fluorinated alkyl substances (PFASs)—also known as forever chemicals, which are under increasing environmental regulations—that demand that they are recycled with no chemical release into the environment. Despite their robustness, the membranes and precious metal catalysts degrade during use and must be returned to full purity and remanufactured for new cells.
In addition to the opportunity to recover valuable materials from fuel cells and electrolyzers, recycling is slated to become more important as publicly traded companies consider the climate disclosure rules of the U.S. Security and Exchange Commission (SEC) and Europe’s Corporate Sustainability Reporting Directive (CSRD). Government funding agencies are also demanding information about the potential future emissions created from new grants for research, development, deployment and manufacturing. The relevant reporting categories related to GHG emissions include:
Scope 1: A company’s direct GHG emissions
Scope 2: A company’s indirect emissions from purchased electricity or other forms of energy
Scope 3: A company’s emissions from upstream and downstream activities in its value chain, including transportation and recycling.
Reporting requirements include:
- Electricity cost and amount, and the percentage generated from renewable energy
- Natural gas amount and cost
- Water amount and cost
- Wastewater discharge
- Landfill/tip fee
- Transportation of goods (in and out of a facility).
For any manufacturing process, the following must be reported and minimized:
- Solvents used in manufacturing
- Manufacturing waste
- Manufacturing scrap.
Details of MEAs and recycling. A deeper understanding of fuel cell and electrolyzer MEAs and stacks illuminates some of the challenges that arise with their recycling. An example of a fuel cell MEA is shown in FIG. 1. The fuel cell MEA contains ~250-micron-thick gas diffusion layers (GDLs) with a microporous layer (MPL) and ~10-micron-thick catalyst layers (anode and cathode) on a ~10-micron-thick PEM. The PEM is typically made of PFSA, and often contains cerium or manganese and supported on expanded polytetrafluoroethylene (PTFE). The GDL contains carbon fiber and a PTFE binder. The MPL contains carbon black (C) and a PTFE binder. The catalyst layers contain platinum (Pt) supported on C. A spent MEA might contain sodium, chloride, ammonia and iron. The components are all pressed together in the fuel cell and become compacted or sealed together. Another challenge to recycling is that the fluorinated compounds vary in type and concentration in every layer of the MEA and are embedded with high-value materials (Pt) or low-value materials (C).
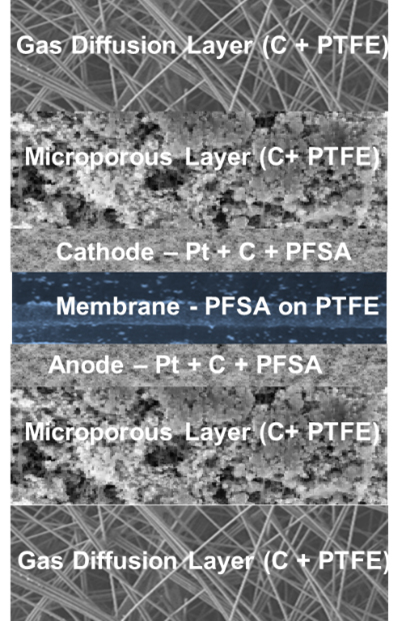
High-temperature thermal (combustion) methods are traditionally used to refine precious metals; however, maintaining low GHG emissions demands the implementation of gas capture methods or completely new low-temperature methods. Several patents have been awarded for the low-temperature recycling of fuel cell MEAs.1,2,3 These patents focus on the dissolution of the MEA in an alcohol (C1 to C8 alkyl alcohol or a mixture) as the solvent with heat and/or pressure. The catalyst recovery is secondary and removed by centrifugation.
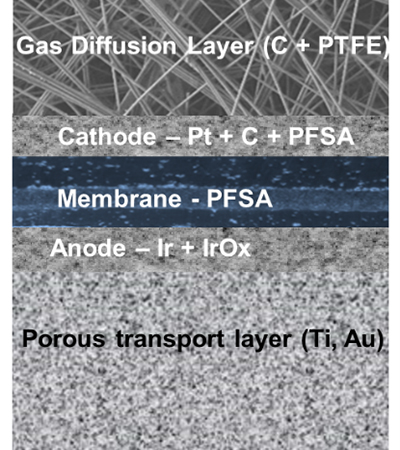
Electrolyzer MEAs are similar to that of a fuel cell, but the anode electrocatalyst contains iridium (Ir) black or iridium oxide (IrOx) and/or ruthenium and Pt. The anode is in contact with a porous transport layer (PTL) made typically from titanium, with gold or Pt layers for improved contact. The membrane is often a thicker (~50 micron-thick) extruded PFSA and does not have a support. The layers are strongly bonded together as they often withstand a strong backpressure. A spent MEA might contain sodium, chloride, ammonia and iron (FIG. 2).
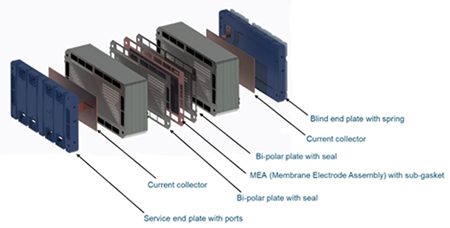
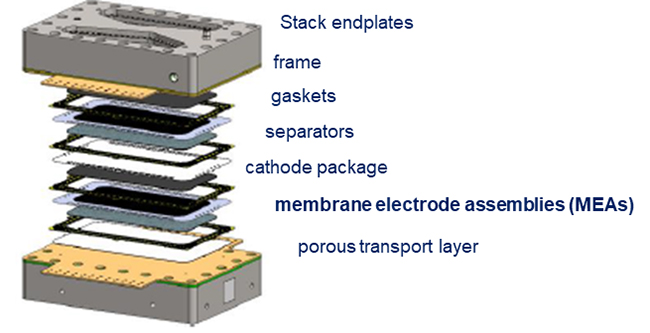
To make a fuel cell or electrolyzer stack, the MEAs in both are typically sealed and compressed between bipolar plates, comprising C, stainless steel or titanium. The electrolyzer MEA components are also surrounded by frames. A schematic of a fuel cell stack is shown in FIG. 3, and an electrolyzer stack is shown in FIG. 4. The full stack contains seals and gaskets, which have low recycling value but must be reclaimed for a low-GHG process. The bipolar plates, anode packs and end plates have some value, but their surfaces are usually coated with traces of gold and other metals. After extended use, bipolar plates, anode packs and end plates will be corroded and/or embrittled with H2, and methods will be needed to repair their surfaces. If the design of the parts is obsolete at the end of the stack’s life, they must be fully reduced back to metal.
Another challenge is the stack disassembly. As fuel cells are scaled to meet demand, projections estimate that manufacturing rates will be approximately 1 sec/cell−2 sec/cell, and 20 min/stack. Electrolyzer MEAs might be made at a slightly slower rate, at approximately 1/min and 1 hr/stack. This means that as the industry matures, the MEAs recycling should keep the pace of manufacturing (< 1 MEA/sec for fuel cells, and < 1 MEA/min for electrolyzers), or faster to have an economically sized recycling plant and meet industry needs. The stacks will likely have to be disassembled at a rate similar to that for manufacturing assembly. The disassembly is challenging because the MEA layers are fused together during use.
Lessons learned from lithium-ion battery recycling. Lithium-ion batteries have been widely used in portable electronics, electric vehicles and grid storage due to their high energy density, fast charge rate and long lifecycle. Lately, the recycling of lithium-ion batteries has become an important topic since it will directly conserve critical minerals (e.g., cobalt, nickel, lithium) and prevent industrial waste. Lithium-ion battery recycling is being adopted at industrial scale, and fuel cell and electrolyzer recycling is expected to be 5 yr−10 yr behind. Below are some lessons from lithium-ion battery recycling, which may be useful for fuel cell and electrolyzer recycling:
- Recycling technology must be adaptable to new materials and designs: Similar to lithium-ion batteries, companies may use different materials and designs for fuel cells and electrolyzers. These materials and designs will continue to evolve. This is a particular challenge for recyclers, who will consistently get different materials and designs. In the recycling business, consistent and high-quality materials must be produced; otherwise, the value will be low. Therefore, the recycling technology for fuel cells and electrolyzers must be adaptable to the dynamic changes of the industry.
- Recycling technology must be scalable: As the green H2 economy continues to scale and grow, there will be tons of fuel cells and electrolyzers to be recycled. Therefore, when recycling technologies are being developed, scalability must be considered in the early stage of the technology development.
- Closed-loop recycling is important: Circularity is important for fuel cells and electrolyzers. Industry cannot afford to cause secondary waste when recycling such devices. Therefore, closed-loop recycling must be emphasized (the recycled materials will be used to make new fuel cells and electrolyzers).
- Recycling designs may be an opportunity for fuel cells and electrolyzers: Lithium-ion batteries are not designed for recycling. Therefore, it is challenging to develop low-cost, high-efficiency recycling processes for lithium-ion batteries. Although designs for recycling have been proposed, the lithium-ion battery industry is reluctant to adopt such measures because of reliability and cost. Since the fuel cell and electrolyzer industry is in a less mature stage, designs for recycling such devices may offer more effective end of life solutions.
- It takes years to develop and optimize the recycling technology: Lithium-ion battery recycling research started in the early 2010s. It takes more than 10 yr to develop, optimize and scale up the technology. Fuel cell and electrolyzer recycling may take a similar amount of time, depending on many different factors (e.g., government support, private investment, overall industry).
- Support from government funding agencies plays an important role to promote new technologies for the field: In recent years, the U.S. government has provided billions of dollars to help industry develop and scale up lithium-ion battery recycling, which really promotes the field. Fortunately, the U.S. Department of Energy (DOE) realizes the importance of fuel cell and electrolyzer recycling and will provide $50 MM to the H2Circ consortium, led by AIChE, to tackle the issues of efficient precious metal recovery, ionomer recovery and/or repair and carbon recovery along with rapid stack disassembly and the development of recycling technologies.
- Stakeholders: All stakeholders (academia, national labs and industry) play important roles in enabling the sustainability of fuel cells and electrolyzers.
Takeaways. The green H2 economy is growing rapidly as nations rush to decrease their GHG emissions. As H2 technologies are being scaled, recycling capabilities must follow suit. Recycling will be needed to recover the valuable materials from fuel cells and electrolyzers, including precious metals and fluorinated compounds. Challenges include the cost-effective and rapid disassembly of fuel cell and electrolyzer stacks, which might be fused together after years of operation, and the recovery of the precious metals without releasing CO2. Reporting on GHG emissions is becoming compulsory for publicly traded companies and recipients of government grants for research, development, deployment and manufacturing. Recycling is a key part of emissions reduction efforts as it eliminates or reduces the need for new, raw materials, and may decrease transportation costs. Significant lessons have been learned from battery recycling and can be applied to accelerate progress in fuel cell and electrolyzer recycling.
The challenges with fuel cell and electrolyzer recycling have been recognized by the U.S. DOE, which announced in March 2024 the selection of the H2Circ consortium. The authors’ companies are part of the H2Circ consortium. Under this consortium, and work in other countries, rapid progress is anticipated in fuel cell and electrolyzer recycling to meet the growing demands of the green H2 economy. H2T
LITERATURE CITED
1 Ion Power Inc., Grot, S., et al., “Recycling of used perfluorosulfoncacid membranes,” US7.255,798 B2.
2 Engelhard Corp., Shore, L., et al., “Process for recycling components of a PEM fuel cell membrane electrode assembly,” February 2012, US8,124,261.
3 Coleman, R., T. Ralph, S. Haig and N. Plechkova, et al., “Process for the recovery of ionomer,” US10964967B2 and WO2016156815A1.
About the authors
KAREN SWIDER LYONS joined Plug Power Inc in 2021 as a Principal Scientist for Hydrogen Fuel Cells in Plug Power’s Chief Technology Office. Her focus is to determine technological strategies for fuel cell technology growth over the next 2 yr−10 yr via the implementation of new materials and systems strategies toward the next generation of high performance, durable fuel cells. Dr. Lyons programs span efforts on modeling to fuel cell recycling. She is also leading efforts on machine learning for in-field prognostics for fuel cell performance and durability and is working across Plug on technical data strategies. Dr. Lyons also supports Plug’s efforts to obtain research funding from the Department of Energy, most recently collaborating on a proposal to automate Plug’s heavy duty fuel cells. She earned a BS degree in chemistry from Haverford College, and a Ph.D. in materials science and engineering from the University of Pennsylvania.
YAN WANG is the William Smith Foundation Dean's Professor of Mechanical Engineering at Worcester Polytechnic Institute where he studies new electrodes and materials for energy storage. He was an early innovator in lithium-ion battery recycling and a founding member of Ascend Elements, a battery recycling company. Wang collaborates with Plug Power on fuel cell and electrolyzer recycling.
Related Articles
Connect with H2Tech
