Articles
Refractory lining reliability challenges in H2-fueled process fired heaters
Special Focus: Process/Project Optimization
M. MAITY, Saudi Basic Industries Corp. (SABIC), Jubail, Saudi Arabia
Fired heaters, reformers and olefin furnaces (referred to collectively as heaters) are critical assets in the hydrocarbon and petrochemical processing industries (HPI). Refractory linings, structures and associated materials play a vital role in protecting exterior steel casing from high temperatures, flames and corrosive combustion gases, reducing thermal energy losses and fuel consumption.
Harsh operating conditions and associated thermal, chemical and mechanical stresses can easily damage refractory systems. Repairing deteriorated refractory linings can be a significant challenge in an operational plant. Ensuring the longevity and effectiveness of refractory linings is essential for safety, plant operation duration, thermal energy efficiency and environmental compliance.
Heaters in process plants typically do not have backup or standby equipment, and plants often operate continuously for 2 yr–5 yr between planned maintenance turnarounds. Premature refractory failure can lead to substantial costs due to production losses. Therefore, reliable design, construction and maintenance practices are essential to ensure optimal performance. Understanding operational requirements and failure mechanisms is key to selecting appropriate refractory designs and maintenance practices.
Fired heaters are major energy consumers fueled by hydrocarbon fossil fuels, resulting in high carbon dioxide (CO2) emissions. To reduce emissions, there is a global push to transition to cleaner hydrogen (H2)-rich fuels. Research is ongoing to develop flexible H2 burner technology for a gradual shift from fossil fuels to H2-rich fuels in fired heaters. Upgrading and retrofitting combustion and control systems to fire different fuel blends—from 100% fossil fuel to 100% H2—are possible but may pose challenges for internal structures and refractory linings due to the unique combustion properties of H2 fuel [e.g., flue gas composition, flame temperature, flame velocity, flame stability, heat distribution, nitrogen oxide (NOx) emissions]. Depending on the specific H2 fuel blend, combustion characteristics, operational conditions, refractory types and designs, and various refractory wear mechanisms may be introduced or accelerated. Understanding these challenges is crucial to maintain refractory system integrity.
While the design and maintenance of refractory linings for fossil fuel-fired heaters are well-established, limited research exists on the impact of using H2-rich fuel on refractory integrity and performance. Overcoming operational challenges is essential for a successful transition to 100% H2 firing.
This article provides an overview of the potential impact of H2-rich fuel firing on refractory integrity and suggests safeguards to mitigate challenges. While this article discusses refractory issues in process fired heaters, the information presented can be broadly applicable to fired equipment where a flame is present.
Refractory linings for fossil-fueled heaters: Current practices. Proprietary heater designs can vary significantly and often consist of multiple zones and components, including a radiant chamber, convection section, breeching, air preheater (APH), flue gas duct (FGD) and stack. Each zone requires specific refractory materials tailored to the fuel blend, operating temperatures and service conditions. The radiant chamber, which houses burners, operates at temperatures ranging from 500°C–1,200°C (932°F–2,192°F) in an oxidizing environment.
The American Petroleum Institute (API) 560-Fired Heaters for General Refinery Service standard is commonly used as a reference for refractory design, material selection and installation. This standard presents the minimum requirements for these aspects, with the specific details of the linings often being proprietary to the process licensor. Furthermore, design and material choices can vary based on cost and user preferences. A wide variety of refractories and anchors can be used, but insulating materials are predominantly used to provide maximum thermal insulation. Refractory materials must meet criteria such as service temperatures, strength, thermal conductivity, thermal shock resistance, crack propagation resistance, volume stability at high temperatures, and corrosion resistance to fuel and combustion products.
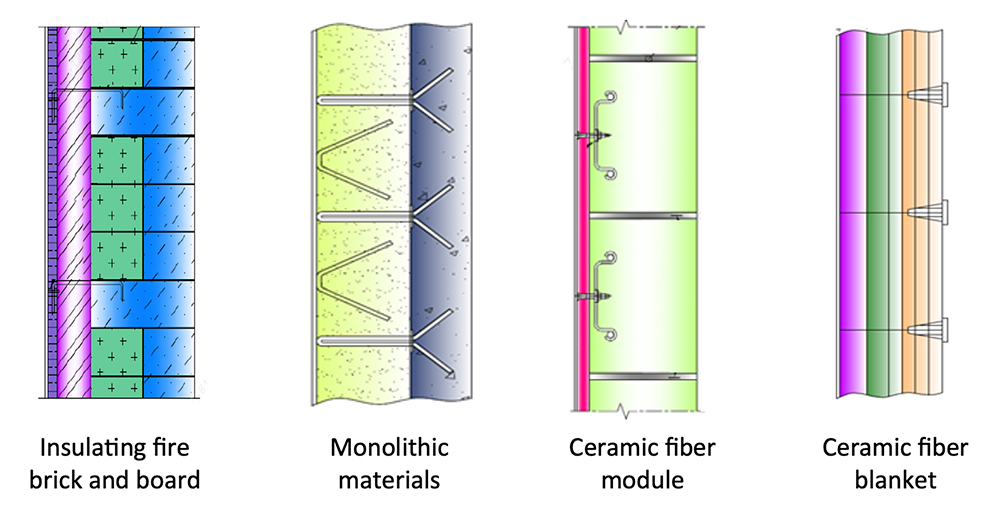
Refractory linings are tailored to specific services and can include a wide variety of alumina-silicate (Al2O3-SiO2) materials like dense refractory fire bricks (e.g., ASTM C27), insulating fire bricks (e.g., ASTM C155), insulating and dense monolithic materials (e.g., ASTM C 401), ceramic fiber blanket and modules (e.g., ASTM C 892), and various types of lightweight insulating fiber board, fiber block, calcium silicate blocks and similar materials (FIG. 1). The insulating refractory materials typically have high porosity, low bulk density and low thermal conductivity. Dense fire clay and high alumina (Al2O3) bricks are used for internal walls and structures such as bridge walls, floors, flue gas tunnels and walls around burner areas where flame impingement occurs. Typically, the design of linings aims to maintain the external casing temperature between 60°C and 90°C (140°F and 194°F) under specific ambient conditions, often requiring two to three layers of different materials for radiant and convection sections.
The materials used for refractory linings in fossil-fueled heaters have advanced from traditional materials to more energy-efficient options. These linings typically have a lifespan of 10 yr–15 yr, but factors like design, quality, installation, operation and maintenance practices can impact their longevity and performance. Periodic repairs are part of routine preventive maintenance practices, with localized repairs often necessary during planned turnarounds. Overall, the refractory materials and lining systems presently utilized in these fossil-fueled heaters have reached a high level of technological maturity.
Refractory performances in H2-rich process services. H2-induced damage in Al2O3-SiO2 and high Al2O3 refractory materials used in H2-rich process services—such as syngas reformers, secondary reformers, autothermal reformers, primary reformer process gas transfer lines, process gas boilers and gasifiers in ammonia, methanol, H2 and synthesis gas plants, as well as direct reduced iron plants in the steel industry—has been extensively researched and acknowledged.
Refractory linings are specifically engineered for harsh conditions with high temperatures, pressures, reactive process gases, steam and H2. Resistance to H2 corrosion at elevated temperatures is crucial. H2 typically acts as a strong reducing agent, causing degradation of refractory microstructures and essential properties. The deterioration of refractory oxides, particularly SiO2 reduction and re-oxidation, is a major concern for refractory integrity. SiO2 in refractory materials undergoes a unique damage mechanism where it can be vaporized to SiO and orthosilicic acid [Si(OH)4], leading to microstructural deterioration and reduced strength.1,2 The potential deposition of re-oxidized SiO2 vapors on downstream equipment and/or components could also pose an operational problem.
The presence of H2 can also increase material thermal conductivity. The complex interactions between H2 and materials and the resulting damage mechanisms are influenced by various factors, including material type (e.g., chemistry, microstructure, grain size, porosity, density), H2 concentration, temperature, pressure and the composition of the process environment. High Al2O3 materials are less affected by H2 compared to Al2O3-SiO2 products. High Al2O3 refractory products with low levels of SiO2, iron(III) or ferric oxide (Fe2O3), and alkali oxides have demonstrated satisfactory performance in high-temperature regions of H2-rich process environments. The refractory material and design requirements for H2-rich process environments in the syngas and gasification industries are well established.
In H2-fueled fired services, a H2-rich condition in an oxygen-rich combustion environment is unlikely, unless there is a flameout or no flame situation in the radiant firebox. Therefore, in normal fired heater operating conditions, there is no obvious direct reaction between H2 and refractory. However, H2 as a fuel has distinct characteristics compared to natural gas and other fuels.3–6 The following sections will address H2 fuel combustion issues and how they may potentially impact refractory integrity and performance.
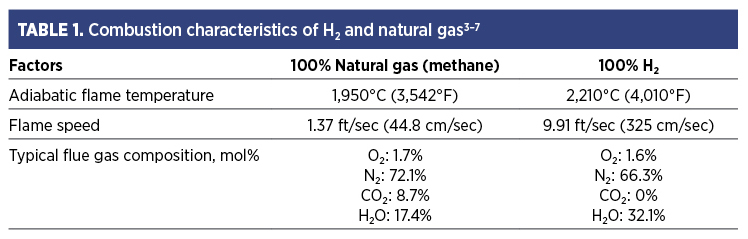
Combustion characteristics of H2 and natural gas (methane). Different types of fuel or fuel combinations have unique combustion properties that can impact flame characteristics, such as temperature, size, speed, stability, heat transfer, NOx emissions and combustion gas composition, among other factors. The combustion behavior of H2 fuel differs significantly from that of traditional fossil fuels like natural gas.3–7 TABLE 1 highlights some of the key factors that may have a direct or indirect impact on the refractory material. It is important to note that as the H2 content in the fuel gas increases from 0% to 100%, there is a substantial rise in flame temperature, speed and overall water (H2O) content in the combustion gas.
Partially H2-blended fueled heaters: Refractory practices. While the use of 100% H2 fuel firing applications is uncommon in the processing industries, blending H2-rich fuel with fossil fuels is common in process heaters. This is especially prevalent in cases where H2 is a byproduct of refining and chemical processes. Process heaters, like steam cracking furnaces and syngas reforming furnaces, often utilize blends containing 5 vol%–30 vol% H2 and are equipped with burner systems designed for this purpose. The allowable levels of H2 addition depend on the original burner system and materials used in construction. It has been reported that combustion of partially H2-blended fuel poses minimal risk to a properly designed and maintained refractory system. Typically, heaters using partially H2-blended fuel employ similar refractory systems as those used in fossil-fueled fired heaters. Valuable insights have been gained regarding the performance of different refractories in partially H2-blended fuel combustion environments. As a result, the criteria for selecting refractory materials and designing linings for these assets have been optimized based on operational and performance experiences accumulated over many years. However, transitioning to H2-rich or 100% H2 fuel combustion may result in higher operating temperatures and increased H2O vapor levels in flue gases. This may necessitate a more careful approach to refractory material selection and design compared to fossil fuels. The following section discusses potential issues, degradation mechanisms and operational considerations for refractory materials and lining designs in H2-rich fuel combustion.
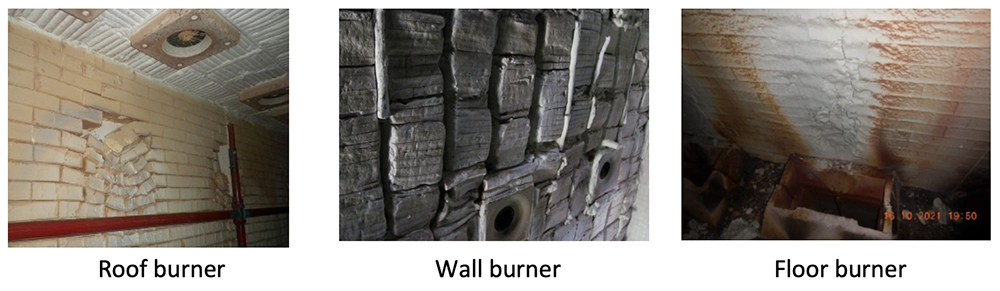
H2 firing: The impacts of increased flame temperature on refractory materials and design safety. The durability of refractory materials is greatly affected by the burner system and flame. The burner zone of a heater is subjected to high temperatures, leading to accelerated deterioration of refractory materials (FIG. 2). The use of H2 fuel, which has a higher adiabatic flame temperature [> 250°C (> 482°F)] than natural gas, can cause localized overheating of the refractory near the burner, potentially exceeding safe limits. The rapid combustion of H2 fuel, with its high flame propagation speed, leads to intense thermal energy release and localized high temperatures that may exceed the maximum continuous use temperature ratings of the surrounding refractory, anchors and support systems. This can pose reliability challenges, especially if the heater is already operating near its maximum refractory wall temperature.
The materials in the radiant chamber, particularly around the burners, must be able to withstand these elevated flame temperatures. Many operating fired heaters have minimal design margins in their refractory linings. Therefore, when switching from natural gas to H2 fuel, it may be important to assess the potential for refractory wall temperatures to exceed the design limit and consider upgrading the refractory materials, anchor metallurgy and lining designs in the radiant chamber. For example, ceramic fiber blankets and modules commonly used in fired heaters may degrade at elevated temperatures, affecting their performance and lifespan. Issues like devitrification, shrinkage leading to gaps in the lining, reduced insulation efficiency and erosion resistance can occur, especially in applications like olefin and steam reforming furnaces that operate at high temperatures. To mitigate the potential risk, it may be necessary to adequately raise the design margin for the "maximum continuous use temperature rating" of hot-face materials beyond the typical limits for natural gas-fired heaters and adjust the backup insulation layer to achieve thinner linings or higher service temperatures.
Burners fueled by H2 may face the risk of flashback, resulting in potential damage to burner components and refractory tiles due to overheating and thermal shocks (FIG. 3). Upgrading burner construction materials, including the refractory tiles, may be required to withstand the elevated adiabatic flame temperatures. Also, the burner tiles would be potentially exposed continuously to H2 at elevated temperature. Using high-purity Al2O3 and mullite-based refractories with low alkalis and Fe2O3 content can prevent potential reducing reactions between SiO2 and H2 and improve thermal shock resistance. Choosing materials with low thermal expansion, high thermal conductivity and superior durability can improve overall burner tile performance.

Computational fluid dynamics (CFD) and finite element analyses (FEAs) assessment. By using CFD modeling and simulation, a thorough analysis of burner combustion can be conducted. This includes examining flame patterns, temperature distribution, flue gas flow, flame impingement and heat distribution in radiant tubes and refractory materials. Additionally, an FEA can predict the temperature distribution and thermal-mechanical performance of the refractory system and metallic elements in the lining. This detailed assessment provides valuable insights for the design of durable linings.
Flame visibility and detection. When using 90%–100% H2 fuel, the flame is typically invisible, making it difficult to visually check for potential flame impingement on refractory walls, tubes or nearby structures, which could be missed. Flame detection tools like ultraviolet or infrared scanners may be needed to detect any loss of flame or impingement and related issues.
H2 firing: The impacts of higher steam content on refractory and reliability safeguards. The use of H2-rich blended fuels can increase the steam content in flue gas significantly, as indicated in TABLE 1, increasing the water dewpoint (WDP) temperature. This can result in potential steam condensation in colder areas of the heater at higher temperatures. For example, the WDP temperature of flue gas from natural gas firing is typically between 47°C and 57°C (116°F and134°F), but with a higher proportion of H2 in the blend, it can rise to 65°C–72°C (149°F–161°F). Increased H2O content in the flue gas can also elevate the flue gas acid dewpoint (ADP) temperatures, particularly if the fuel blends contain sulfur compounds in the hydrocarbon fuel source. Hot steam-rich flue gases can penetrate through the porous refractory and condense when they reach the backup linings and steel shell. Managing moisture buildup in the backup lining would be difficult if the heater casing temperature is maintained below WDP and ADP temperatures.
As a result, the refractory material and steel casing may be exposed to varying levels of steam-water exposure, leading to potential issues such as accelerated degradation through reactions, condensation and corrosion. This problem could be particularly challenging in linings where steam condenses due to the temperature gradient through the walls reaching the dewpoint. Due to this gradient, moisture condensation is more likely to occur in the backup linings than in the hot faces. The susceptibility of different refractory materials to super-heated steam and condensed moisture can vary significantly depending on the process environment, operating parameters, product specifics resulting from diverse manufacturing techniques, refractory chemistry, microstructure, phase stability and manufacturing processing techniques.
While a comprehensive understanding of steam-induced degradation in various materials is still lacking and inconsistent, general summaries can be drawn based on literature, research studies and industrial experiences:1,2,7,8
- Fired Al2O3-SiO2 refractory bricks used in heaters are usually chemically stable and resistant to moisture and superheated steam, if they do not contain free alkali oxides. Therefore, high moisture in flue gases should not be a concern for fired heater services.
- The hydration deterioration mechanisms of basic refractory oxides like magnesium oxide (MgO) and calcium oxide (CaO) are known to cause volume increase, crack formation, reduced strength and potential disintegration. While basic refractory materials are not typically used in heaters, insulating materials may contain hygroscopic alkali impurities such as CaO, MgO, sodium oxide (Na2O) and potassium oxide (K2O). To prevent issues, it is crucial to minimize free alkali oxide impurities in the refractory and ensure any impurities are in compound form with other oxides.
- Monolithic and mortar refractories made with hydraulic cement bonded Al2O3-SiO2 materials have shown no negative effects when exposed to steam for extended periods. In fact, laboratory tests have demonstrated a strength increase of 10%–50%, depending on the type of cement binder and aggregates used. Saturated steam can enhance bonding and reduce porosity by penetrating the cement matrix and hydrating unreacted cement. However, superheated steam may deteriorate air setting and heat setting phosphate-bonded Al2O3-SiO2 refractories like monolithic and mortar types over time. These refractories could experience strength loss in the presence of flowing saturated steam, potentially weakening bond phases. To prevent this, it is advisable to avoid exposing these refractories to steam without prior pre-firing or heat treatment.
- Alkali-silicate-based mortars: Silicate bond phases are usually susceptible to damage when exposed to steam before curing. Sodium silicate-based mortars may react with sulfuric acid and moisture, forming expansive hydrated salt phases like Na2SO4.10H2O that may damage linings. Heating to temperatures > 538°C (> 1,000°F) results in the formation of relatively insoluble SiO2 from the sodium silicate bond. In contrast, potassium silicate mortar is less affected by moisture and does not typically form hydrated salts under similar conditions.
- Ceramic fiber blanket and module linings are typically resistant to hydrocarbons, H2O and steam commonly found in typical flue gases. However, fibrous materials can absorb moisture through wicking between the fibers, leading to decreased flexibility over time. Even when exposed to moisture, the thermal and physical properties of the lining generally experience minimal changes after drying.
- Lightweight insulating materials—such as insulating boards, calcium silicate blocks and specialty materials (e.g., microporous)—are commonly used in heaters. Most of these materials tend to absorb moisture and retain liquids and vapors. The moisture absorption susceptibility of these materials may vary from those of fired Al2O3-SiO2 refractory bricks. Over time, these materials may become more susceptible to H2O wicking. The absorption of steam and condensed moisture, as well as their accumulation in pores and potential reactions with specific components, binders and phases, can accelerate degradation and reduce thermal insulation properties. Consequently, excessive moisture absorption and steam condensation within insulating materials can lead to moisture-induced deterioration of important properties like durability, rigidity, hardness, strength, mechanical integrity, functionality and thermal insulation performance. Materials with H2O repellent properties—typically temperatures > 177°C (> 350°F)—can cause the organic binder to oxidize, reducing the H2O repellency capabilities. While a direct correlation between steam exposure and key properties in different materials has not been definitively established, there is uncertainty surrounding the impact of high moisture levels on the long-term reliability and functional performances of these materials.
- Corrosion of steel by steam condensate: Carbon-steel casing is susceptible to corrosion from steam condensate. Furthermore, the elevated flame temperature can result in increased NOX formation. If the flue gas contains a high level of NOX, the nitric acid present in the gas can react with the carbon steel and insulation material, resulting in the formation of nitrates. Nitrates possess hygroscopic properties and are highly corrosive, even above the WDP of the gases.
Anticipating and detecting condensation and its associated degradation can be difficult due to the hot-face refractory concealing the issue until it is too late. Maintaining integrity across different regions of the heater can be a challenging and costly task. Potential measures to address condensation and associated degradation include, but are not limited to, the following:
- Refractory material selections: Selecting the appropriate refractory materials is essential due to their varying levels of resistance to steam. It is crucial to avoid using refractory and insulation materials that are susceptible to moisture and vapor. Insulating materials often contain impurities such as free Na2O, CaO, MgO and K2O (e.g., perlite) that could be dissolved by moisture or condensation. These compounds tend to be hygroscopic (i.e., can absorb moisture easily). Therefore, soluble ingredients or free alkali oxide impurities should be low in the materials. Alkali impurities, if present, should be in compounds with other oxides. Insulation boards that do not disintegrate in H2O could be used. Hygroscopic insulation materials should only be used if they are shielded by a watertight barrier or lining. Various steam-resistant refractory materials, insulating materials and coatings are available to achieve H2O-resistant insulation. These H2O-resistant materials can be combined with other types of insulation to minimize steam penetration. In situations where exposure to liquid H2O or condensation is expected, a customized refractory insulation system is necessary.
- Barrier to steam permeation: To prevent steam permeation, condensation and moisture absorption in insulation, use impermeable moisture-proof materials or metallic gas barriers like metallic foils between layers.
- Controlling steel casing temperature: To ensure system safety, it is essential to calculate the flue gas WDP and ADP temperatures for each fuel mixture to maintain the casing temperature of sensitive areas above the WDP. The lining design should set specific temperature thresholds with sufficient margins to prevent condensation. While exceeding the casing temperature limit above the WDP might not be an issue for most heater sections, external factors such as ambient conditions could influence casing temperatures and the potential for condensation. Consider external insulation for ducts and stacks to maintain casing temperatures above the dewpoint, especially with sulfur-containing fuels.
- Controlling flue gas exit temperature: To prevent condensation in APH systems, FGD and stacks, ensure they operate at temperatures higher than the flue gas dewpoint.
- Corrosion-resistance coatings: A corrosion-resistant coating can be applied inside the steel casing before installing the refractory to reduce corrosion, but it may not eliminate the issue.
- H2O drainage: Low-point steam condensate drains can help ensure continuous drainage of condensed H2O from equipment at the cold end, especially in the design of APH, FGD and stacks.
Takeaways. The use of blended fuels with 5%–30% H2 in process heaters is not a new concept. The refractory materials and lining systems currently employed in these heaters have a high degree of technological maturity. Therefore, it can be argued that the impact of H2 combustion on refractory materials can be effectively managed. However, the increasing adoption of H2-blended fuels and the eventual move towards 100% H2 firing technology can have potential impacts on the integrity of refractory linings in process heaters. Factors like high flame temperature and steam content in flue gases must be carefully evaluated to assess their impact on commonly used refractories. Different refractory materials may perform differently to these conditions, requiring specific design and maintenance approaches.
Refractories must offer not only enhanced temperature resistance but also thermo-physical-chemical stability against potential deterioration from steam and its condensates. Refractories must withstand high temperatures and be stable against steam and corrosive compounds. Additional research is needed to develop lightweight insulating materials that can resist steam, condensate and other corrosive compounds.
Furthermore, each process heater is designed to meet specific operational requirements and performance criteria. A customized approach to refractory design and maintenance is necessary as a one-size-fits-all solution is not suitable for all heaters. The linings of heaters must be adapted to accommodate unique fuel blends and operating conditions. When switching to H2 or a fuel blend for the first time, it is essential to conduct a fit-for-service assessment on each operating heater. This is particularly important for heaters that are already operating at the maximum limits of their refractory material’s capabilities. In such instances, it may be necessary to upgrade the material grade of the radiant chamber to improve durability if the lining was originally intended for use with natural gas fuel. It is vital to implement proper combustion control, conduct regular in-service inspections, monitor performance and proactively maintain the refractory to ensure safe and efficient operation.
Disclaimer. The author does not have firsthand experience with 100% H2-fired heaters. The information and perspectives shared in this article are drawn from existing literature and refractory practices in diverse industries using different fuel combinations. H2T
LITERATURE CITED
1 Crowley, M. S., “H2-silica reactions in refractories,” Journal American Ceramic Society, 1967.
2 Palmer, G., “Volatilization of refractory silica in H2 water vapour gas streams,” Refractories Worldforum, 2012.
3 Malhotra, K., “Design considerations and decarbonization options for fired heaters,” Hydrocarbon Processing, December 2023.
4 Baukal, C., et al., “High H2 fuels in fired heaters,” American Flame Research Committee Symposium, Houston, Texas, October 10–12, 2021.
5 Wattanasoponvanij, S., et al., “Decarbonizing steam crackers: Key technical challenges of transitioning from natural gas to H2,” Hydrocarbon Processing, July 2024.
6 Glashan, L., “Using H2 in fuel to eliminate CO2 emissions in fired heaters,” PTQ, Q3 2023.
7 Hemrick, J. G., “Refractory issues related to the use of H2 as an alternative fuel,” American Ceramic Society Bulletin, Vol. 101, No. 2, 2022.
8 Moniz, B. J. and W. I. Pollock, Process Industries Corrosion—The theory and practice, The Association for Materials Protection and Performance (AMPP), 1986.
About the author

MANABENDRA MAITY is a Refractory Specialist with more than 32 yr of experience in managing refractory reliability, integrity and lifecycles for various furnaces and high-temperature process equipment in industries such as hydrocarbons, petrochemicals and metallurgy. He earned an MTech degree in ceramic engineering from IIT BHU, India, and a BTech degree in ceramic engineering from Calcutta University, India. He currently serves as a Refractory Consultant at Saudi Basic Industries Corporation (SABIC), offering technical engineering support to operational plants and new assets globally. Prior to joining SABIC in 2009, he worked at Engineers India Ltd. (EIL) for 14 yr and Morgan Advanced Materials (Thermal Ceramics) for 2 yr as a subject matter expert in refractory and non-metallic materials and engineering. Maity has been a core member of the API Standards Committee on Refractory Materials for more than 9 yr.
Related Articles
Connect with H2Tech
