News
Concept design study: Confirmation of low energy use for compressed H2 supply in Europe
Provaris Energy Ltd. announced the completion of its concept design study for bulk-scale H2 export and import compression facilities. The study, the fourth in a series of techno-economic studies developed by Provaris, was based on a 540-MW capacity reservation export site, producing 87,000 tpy of H2; with an intra-Europe shipping distance of 1,000 nautical miles (one-way) using its proprietary H2Neo carrier to deliver gaseous H2 to the customer at 70 barg.
A leading original equipment manufacturer of high-pressure compressor equipment (Compressor OEM) supported the preparation of the study with the selection of optimal compression equipment to ensure the project's feasibility.
The study reaffirmed the low energy use and low capital of Provaris’ compressed H2 supply chain for regional marine transport of gaseous H2, with the following key outcomes:
- Export terminal: ~1.5 kWh per kg of H2 required to store and load the H2Neo carrier
- Import terminal: ~0.2 kWh per kg of H2 to unload the H2Neo carrier
- Low energy use: Compression for storage and loading represented only ~3% (15 MW) of all power requirements for the export site, with the remaining 97% (525 MW) available for H2 production via electrolysis
- Low capital cost: The study estimated the capital cost of the required compression facilities at €120 MM, representing less than 7% of the total CAPEX of the entire H2 supply chain.
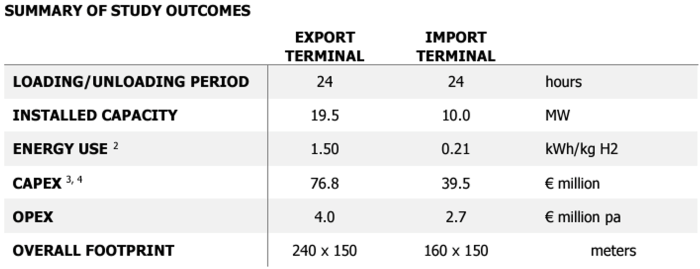
2 Based on an electrolyzer outlet pressure of 20 barg
3 For the entire compressor facility, includes balance of plant, buildings, civils
4 Level 3 CAPEX estimates
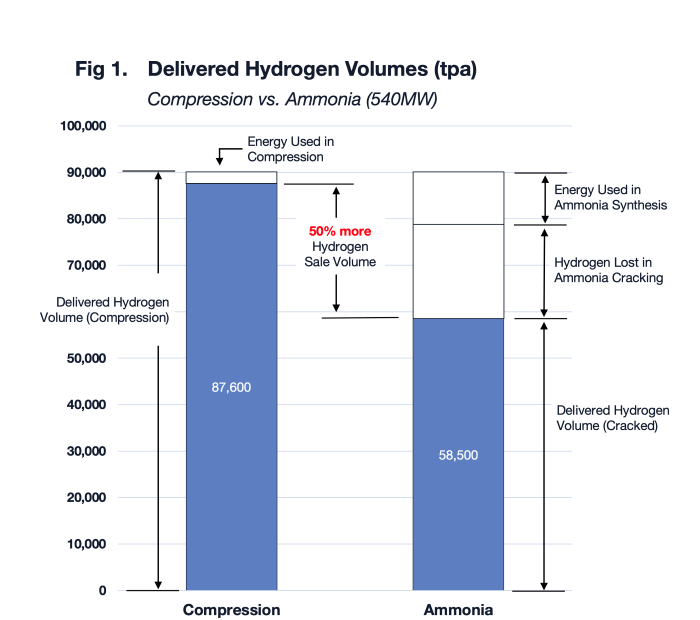
In comparison, ammonia synthesis and ammonia loading were considered by Provaris to required up to 5 times more energy (7.5 kWh/kg H2 or 65 MW), leaving only 470 MW available for H2 production via electrolysis after the ammonia energy demand considered.
Therefore, including the losses in cracking ammonia back to H2, Provaris considers the compressed H2 supply chain delivers ~50% greater H2 volumes to the customer when compared to the ammonia supply chain (FIG. 1).
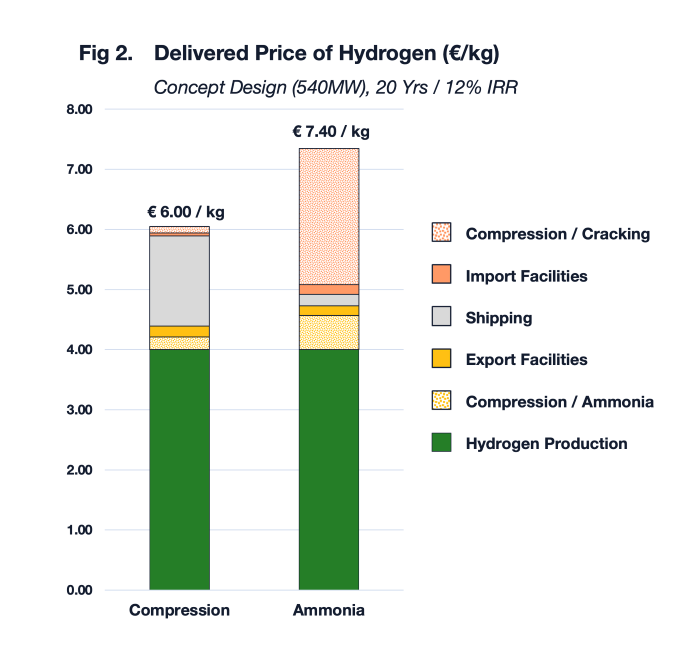
Supported by the study scope and outcomes, compression’s superior capital and energy efficiency could result in a ~20% lower delivered price at €6/kg compared to regional supply ammonia post cracking back to H2 at €7.4/kg (FIG. 2).
All equipment selection and costs aligned with a level 3 project feasibility assessment, with the CAPEX and OPEX, compression capacity (MW), and energy use (kWh) provided by a globally recognized Compressor OEM working with Provaris on the selection of high-pressure compressors for industrial gases, including H2.
All compressor equipment selected for the study is compatible with H2 at scale and commercially available with no further research and development or certification to operate up to 250 barg.
“The concept design study reconfirmed the superior energy efficiency and low CAPEX associated with compression for marine transportation of H2. It is pleasing to receive detailed costings and equipment selection from the Compressor OEM, supporting our development case in Europe. This study has increased our confidence and understanding that many regional-European sites with a material level of renewable power reservation can significantly benefit from compression, when compared to the alternative of converting H2 into ammonia for marine transport. The key benefits of compression are the delivery of greater H2 volume (up to 50% more), committing less capital per kg of H2 delivered, whilst boosting the financial returns to the producer whilst maintaining a highly competitive delivered cost to the customer.”
From The Archives
Connect with H2Tech
